- 品牌
- 海力
- 型号
- 齐全
- 适用机床
- 车床,剪板机,加工中心,铣床,镗床,木工机床,组合机床,钻床,磨床,冲床,拉床,折弯机
- 结构类型
- 减震式,机夹式,复合式,焊接式,整体式
- 材质
- 钛,镶锋钢,合金,不锈钢,白钢,高碳钢,钼钢,高速钢,金属陶瓷,钨钢,碳钢,硬质合金,塑料,聚晶金刚石,陶瓷,聚晶立方氮化硼
- 是否涂层
- 涂层
- 加工范围
- 咨询商家
- 提供加工定制
- 是
- 样品或现货
- 样品,现货
- 是否标准件
- 非标准件
- 是否库存
- 是
- 是否批发
- 批发
- 规格
- 咨询商家
- 产地
- 常州
- 厂家
- 常州市海力工具有限公司
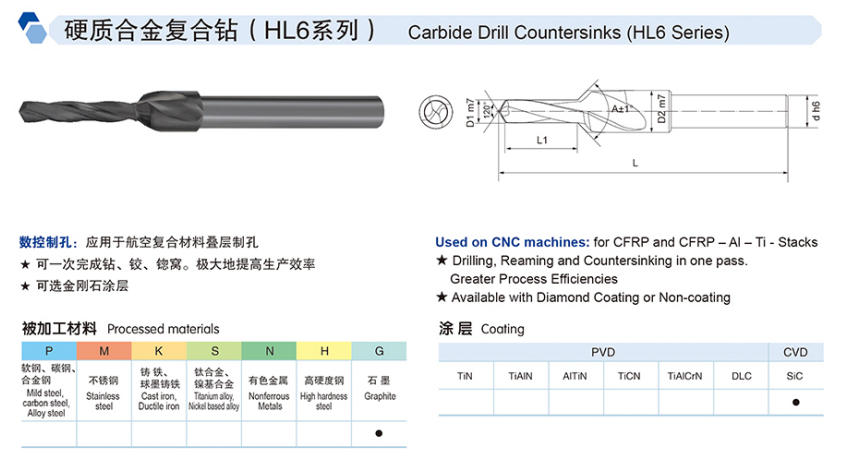
海力硬质合金直槽钻刃径 3mm-20mm,槽长 20mm-79mm,柄径 6mm-20mm,全长 62mm-131mm,采用经典的直槽设计,是机械加工行业中应用的通用钻孔装备。直槽设计使排屑通道顺畅,能有效将切屑排出钻孔区域,避免切屑堵塞导致的加工中断,适用于中浅孔加工场景。刀具制造工艺成熟,采用质量硬质合金基材,经过精密的磨削加工,刃口锋利,钻孔精度高,能满足大多数通用机械零件的钻孔要求。该刀具适配软钢、碳钢、合金钢等多种常见金属材料的钻孔加工,在机械制造行业的通用零件加工、电子设备安装孔钻削、五金配件钻孔等场景中应用。产品价格亲民,性价比高,能满足中小批量生产的成本控制需求。同时,支持多种刃径与全长定制,可根据客户的具体加工需求提供合适的钻孔解决方案,是各行业通用钻孔加工的理想选择,以其稳定的质量与便捷的使用特性,赢得了广大客户的认可。常州市海力工具有限公司为您提供刀具加工,有想法可以来我司咨询!成都精密机械制造刀具技术方案
海力硬质合金阶梯钻刃径 3.3mm-14.5mm,阶梯长度 11.4mm-38.5mm,槽长 41mm-73mm,柄径 6mm-15mm,全长 66mm-123mm,采用多阶梯结构设计,可一次加工出不同孔径的台阶孔,是高效的多规格孔加工装备。阶梯钻的每一级阶梯对应一个孔径尺寸,通过一次钻削即可完成多个孔径的加工,相比传统的多次钻孔、扩孔工序,加工效率大幅提升,同时避免了多次装夹导致的定位误差,提升了台阶孔的同轴度精度。刀具采用质量硬质合金基材,搭配 PVD 涂层技术,硬度高、耐磨性强,能承受多阶梯加工过程中的复杂切削力。刃口经过精密研磨,锋利度高,切削顺畅,能有效减少工件表面的毛刺与瑕疵。排屑槽设计合理,排屑流畅,避免切屑在阶梯处堆积堵塞。该刀具适用于机械零件台阶孔加工、电子设备安装孔加工、汽车零部件多功能孔加工等场景,在批量生产中能降低加工时间与生产成本。支持根据客户的台阶孔规格定制阶梯尺寸与数量,为不同类型的台阶孔加工提供个性化解决方案,在机械制造行业具有广泛的应用前景。成都缝纫机行业刀具交期刀具加工,就选常州市海力工具有限公司,用户的信赖之选,有需要可以联系我司哦!
海力硬质合金三刃钻刃径 5mm-20mm,刃长 44mm-101mm,柄径 6mm-20mm,全长 82mm-153mm,采用三刃结构设计,是批量钻孔场景的高效装备。相比传统两刃钻,三刃设计增加了一条有效切削刃,加工效率提升 30% 以上,能大幅缩短批量钻孔的生产周期。刀具刃口经过精密研磨,锋利度高,切削力小,能有效减少钻孔过程中的工件变形,尤其适用于薄壁零件的钻孔加工。排屑槽采用螺旋设计,螺旋角经过优化,排屑流畅,能快速将切屑排出钻孔区域,避免切屑缠绕钻头导致的加工中断。基材选用硬质合金,搭配 PVD 涂层技术,涂层耐磨性强,能有效延长刀具使用寿命,降低批量生产的刀具消耗成本。该刀具适配钢、铸铁、有色金属等多种材料的钻孔加工,在机械制造行业的通用零件钻孔、汽车零部件批量钻孔、电子设备外壳安装孔钻削等场景中应用。钻孔精度高,一致性好,能有效保证批量生产的产品质量稳定性,支持非标刃径定制,满足不同客户的特殊钻孔需求。
海力硬质合金定心钻刃径 3mm-20mm,槽长 4mm-25mm,柄径 3mm-20mm,全长 50mm-100mm,角度分为 60°、90°、120° 三种规格,专为钻孔前的定位工序设计,是保证后续钻孔精度的关键装备。定心钻的作用是为后续钻头提供精细的定位基准,避免钻孔过程中钻头偏斜,从而提升整体钻孔精度。刀具采用质量硬质合金基材,硬度高、耐磨性强,能在多种材料上快速钻出定位孔,定位精细、稳定。刃口锋利,切削阻力小,定位孔加工效率高,能有效缩短整体加工周期。不同角度的定心钻适用于不同的加工场景:60° 定心钻适用于硬度较高的材料定位,90° 定心钻为通用型,适用于大多数金属材料的定位,120° 定心钻则适用于较软材料的定位。该刀具适配钢、铸铁、有色金属等多种材料的钻孔前定位,在机械制造、汽车零部件加工、模具加工等场景中不可或缺。通过精细的定位,能有效提升后续钻孔的直线度与孔径精度,减少加工误差,为高质量钻孔加工奠定坚实基础,是批量生产中提升产品质量稳定性的重要装备。刀具加工,就选常州市海力工具有限公司,有需求可以来电咨询!
海力 KR75° 可转位面铣刀直径 63mm-350mm,厚度 50mm-80mm,柄径 22mm-60mm,齿数 3 齿 - 20 齿,采用 75° 主偏角设计,专为大进给平面加工打造,进给量高,加工效率提升。刀体采用高强度合金钢制造,经过精密加工与热处理,刚性好、抗震性强,能承受大进给加工过程中的切削力。可转位刀片采用质量硬质合金,搭配耐磨涂层,切削刃锋利,排屑流畅,能有效减少切削热量。适用于机械制造中的大进给平面粗加工、汽车大型零部件平面铣削、大型结构件平面加工等场景,在钢、铸铁、合金钢等材料加工中表现稳定,加工效率高、刀具寿命长,支持根据加工材料选择刀片,为大进给平面加工提供高效解决方案。刀具加工,就选常州市海力工具有限公司,用户的信赖之选,欢迎新老客户来电!无锡IT行业刀具厂家价格
常州市海力工具有限公司是一家专业提供刀具加工的公司,期待您的光临!成都精密机械制造刀具技术方案
海力硬质合金 6 刃铣刀刃径范围 1mm-25mm,刃长 3mm-40mm,柄径 4mm-25mm,全长 50mm-100mm,丰富的规格选择适配各类批量加工场景。多刃设计是该刀具的亮点,6 条切削刃同时参与切削,相比 4 刃铣刀加工效率提升 50% 以上,能有效满足大批量生产对加工效率的严苛要求。刀具采用超细晶粒硬质合金基材,基材具有强度、高韧性的特点,能承受批量加工过程中的持续切削负荷,涂层采用均匀喷涂工艺,涂层厚度一致,耐磨性强,可有效延长刀具使用寿命。在结构设计上,刃带经过精密磨削,表面光滑,减少了切削过程中的摩擦阻力,降低了切削力与切削热的产生,有助于提升加工精度与工件表面质量。该刀具适配软钢、合金钢、不锈钢等多种材料的高速铣削,在机械结构件批量加工、汽车底盘零件生产、电子设备外壳制造等场景中,能保障加工一致性,降低换刀频率,减少停机时间,从而降低整体生产成本。同时,刀具制造工艺成熟,质量稳定,为批量生产提供了可靠的加工保障。成都精密机械制造刀具技术方案
常州市海力工具有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的五金、工具中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同常州市海力工具供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
- 成都硬质合金刀具价格 2026-05-20
- 越南精密仪器刀具总包项目服务 2026-05-20
- 半导体行业螺纹刀具技术方案 2026-05-19
- 苏州模具行业刀具技术方案 2026-05-19
- 越南半导体行业刀具 2026-05-19
- 航空航天数控刀具总包项目服务 2026-05-19
- 广州硬质合金直槽刀具厂家 2026-05-19
- 无锡风电行业刀具厂家 2026-05-18
- 成都精密仪器刀具厂家 2026-05-18
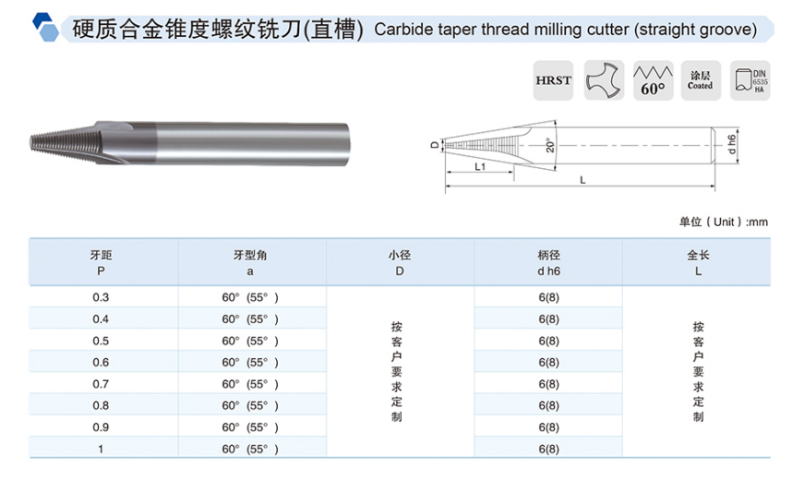
- 硬质合金左旋螺纹刀具生产厂家 2026-05-18
- 越南IT行业刀具技术方案 2026-05-18
- 模具行业刀具交期 2026-05-18