- 品牌
- 美焊
- 型号
- 齐全
- 控制方式
- 自动
- 作用原理
- 脉冲
- 电源类型
- 直流电源
- 是否数控
- 是
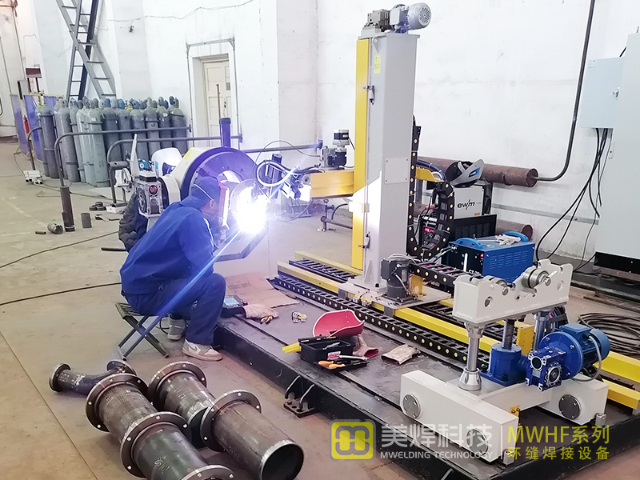
美焊 MWHF 系列环缝焊接专机的氩气保护系统采用精细化控制设计,可根据焊接材质、焊缝尺寸灵活调整氩气流量与保护范围,确保焊接区域的有效保护。设备的氩气流量调节范围为 5-25L/min,支持预通气与滞后通气功能,焊接启动前提 3-5 秒输送氩气,排出焊接区域的空气;焊接结束后延迟 5-8 秒关闭氩气,避免高温焊缝与空气接触产生氧化。针对钛合金等对保护要求极高的材质,设备还可升级双路氩气保护系统,分别对焊缝正面与背面进行保护,进一步提升焊缝质量。在不锈钢环形焊缝焊接中,精细化的氩气保护控制使得焊缝表面光滑无氧化色,耐腐蚀性测试达标,避免了因保护不当导致的焊缝返修,降低了生产成本。薄壁工件焊接变形控制精确,圆度误差≤0.5mm,满足高精度要求。安徽环缝焊机操作
美焊 MWHF 系列环缝焊接专机采用填丝焊接工艺,通过精细控制填丝速度与填丝量,确保环形焊缝的填充饱满与熔深均匀,相比无填丝焊接工艺,更适用于厚壁环形工件焊接与焊缝补强。填丝焊接工艺可根据焊缝宽度与厚度灵活调整填丝量,避免出现焊缝凹陷、未填满等缺陷,尤其适用于锅炉、压力容器等对焊缝强度要求高的场景。设备的送丝机构采用步进电机驱动,送丝速度稳定可调,确保填丝量的精细控制,与焊接电流、焊接速度形成协同匹配,实现焊缝的均匀熔合。在厚壁压力容器环形焊缝焊接中,填丝焊接工艺通过多层多道焊接与精细填丝,确保焊缝从根部到表面的均匀熔深,提升焊缝的整体强度与韧性,满足压力容器承压运行的严苛要求。上海热丝堆焊环缝焊机订制价格关键部件快拆设计,日常维护无需专业工具,缩短停机时间。

大直径薄壁环形工件的焊接稳定性
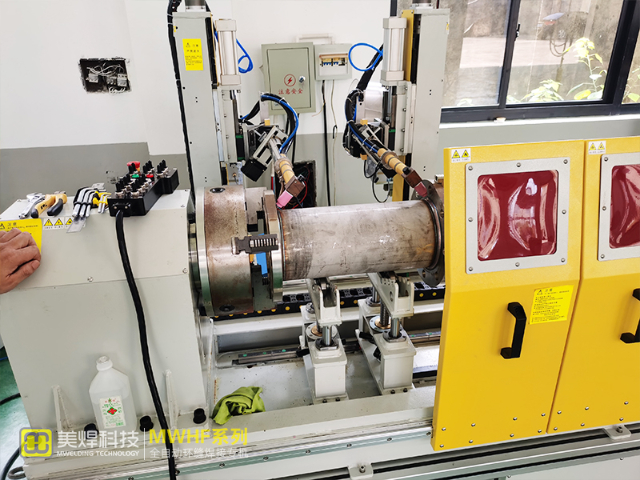
美焊MWHF系列环缝焊接专机针对大直径薄壁环形工件(直径≥2000mm,壁厚≤4mm)的焊接需求,采用柔性支撑与传动机构,确保焊接过程中工件的平稳性与焊接精度。大直径薄壁工件刚性差,易在旋转过程中产生变形与振动,设备的柔性支撑机构通过多点弹性接触,分散工件重量,减少变形;传动系统采用伺服电机与精密齿轮齿条配合,旋转速度均匀,振动幅度≤0.05mm,保障焊接轨迹的精确性。在某大型储罐顶盖环形焊缝焊接中,设备成功完成Φ3000mm、壁厚3mm的不锈钢顶盖焊接,焊接后工件圆度误差≤1mm,焊缝平整无波浪形变形,满足储罐密封性能要求。这种大直径薄壁工件焊接能力,填补了传统焊接设备在该领域的短板,为大型薄壁环形工件制造提供了稳定可靠的自动化解决方案。
高压环形焊缝的焊接质量保障
美焊MWHF系列环缝焊接专机针对高压环形焊缝(设计压力≥10MPa)的焊接需求,强化了设备精度与工艺控制,确保焊缝具备足够的强度与密封性,满足高压工况下的使用要求。设备的焊接执行机构定位精度提升至±0.03mm,传动系统旋转精度≤0.05mm,保障焊缝轨迹的精确贴合;填丝焊接工艺采用多层多道焊接方式,每层焊缝厚度控制在2-3mm,通过层间温度控制(≤150℃),减少焊接应力,避免焊缝产生裂纹。在高压容器环形焊缝焊接中,该系列设备焊接的焊缝经水压试验(试验压力为设计压力的1.5倍)无泄漏,焊缝抗拉强度达到基材的90%以上,满足高压设备的安全运行要求。这种高压焊缝适配能力,彰显了美焊科技在焊接装备领域的技术实力,为高压装备制造提供了可靠保障。 多品种快速切换,换型时间≤5 分钟,适配小批量生产。
焊接过程中的弧长自动跟踪功能
美焊MWHF系列环缝焊接专机可选配弧长自动跟踪功能,通过弧压传感与实时反馈调节,自动补偿工件圆度误差、装配偏差导致的弧长波动,确保焊接过程中弧长始终保持稳定,提升焊缝质量一致性。该功能通过检测焊接电弧的电压变化,判断弧长偏差,进而自动调整焊枪高度或工件旋转速度,使钨极与工件表面距离保持恒定,避免因弧长过长导致的未熔合或过短造成的粘钨缺陷。在筒体对接焊接中,当工件圆度误差≤1mm时,弧长自动跟踪功能可实时补偿偏差,焊缝熔深波动控制在±0.1mm以内,较无跟踪功能时的偏差降低60%。这种精细的弧长控制与美焊堆焊设备的弧长自动控制技术异曲同工,均通过实时反馈与动态调整,保障焊接过程的稳定性与焊缝质量。 可选配远程监控模块,实时查看设备状态,支持焊接数据云端存储追溯。安徽环缝焊机操作
操作人员培训提供,1-2 天即可掌握重要操作与日常维护。安徽环缝焊机操作
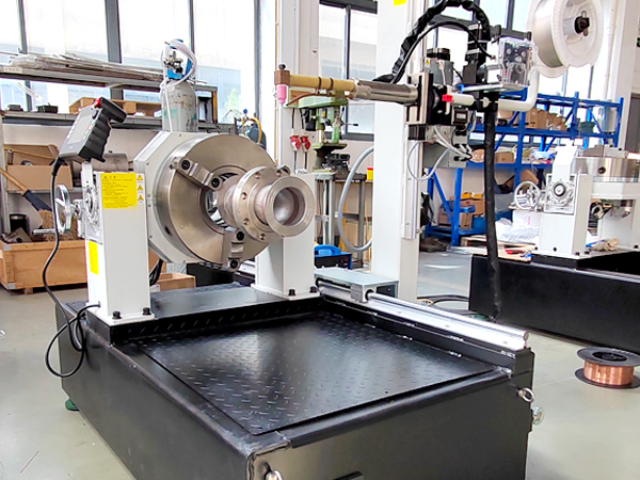
针对小型环形工件(如 Φ50mm-Φ300mm)的焊接需求,美焊 MWHF 系列环缝焊接专机进行了专项适配优化,配置小型化、高精度的焊接执行机构与定位夹具,确保焊接精度与灵活性。小型环形工件因尺寸小、重量轻,对定位精度与焊接轨迹控制要求更高,设备的精密定位夹具可实现工件的快速夹紧与精细定位,定位精度达 ±0.03mm;焊接执行机构采用轻量化设计,可灵活调整焊枪角度与位置,贴合小型环形焊缝的轨迹要求。在小型不锈钢换热器管板环缝焊接中,优化后的设备可精细完成 Φ80mm-Φ200mm 管板的环形焊缝焊接,焊接时间较人工缩短 70%,焊缝合格率从 90% 提升至 99% 以上,有效解决了小型环形工件焊接效率低、定位难的问题。安徽环缝焊机操作
- 辽宁全位置环缝焊机一般多少钱 2026-03-30
- 河南氩弧焊环缝焊机操作 2026-03-30
- 广东热丝堆焊环缝焊机批发厂家 2026-03-29
- 广东轨道环缝焊机供应商 2026-03-29
- 重庆自动环缝焊机厂家 2026-03-29
- 江苏环缝焊机厂家电话 2026-03-28
- 云南不锈钢环缝焊机 2026-03-28
- 北京小型环缝焊机 2026-03-27
- 山东环缝焊机架 2026-03-27
- 北京轨道环缝焊机 2026-03-27
- 天津堆焊环缝焊机设备制造 2026-03-27
- 四川堆焊环缝焊机操作 2026-03-26