- 品牌
- 美焊
- 型号
- 齐全
- 控制方式
- 自动
- 作用原理
- 脉冲
- 电源类型
- 直流电源
- 是否数控
- 是
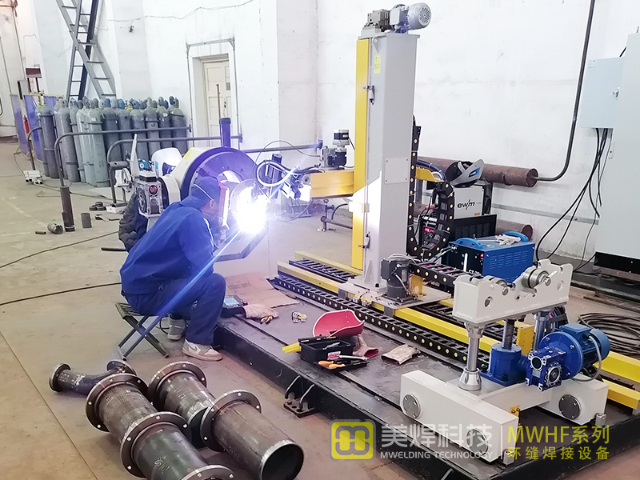
美焊 MWHF 系列环缝焊接专机的核心竞争力在于超高的自动化程度,设备集成了精细的运动控制模块与焊接参数自适应系统,能够自动完成工件定位、焊接启动、填丝控制、焊缝跟踪等全流程作业,无需操作人员实时干预焊接过程。相比传统人工焊接或半自动焊接方式,该系列设备不仅将焊接效率提升 3 倍以上,还能确保批量生产中各工件焊缝质量的一致性,避免了人工操作中因疲劳、技能差异导致的焊缝缺陷。例如在压力容器环形接口焊接中,设备可根据预设程序自动调整焊接速度、填丝量与氩气流量,确保环形焊缝的均匀熔深与光滑成型,单条环缝焊接时间较人工缩短 60% 以上。这种自动化优势与美焊其他焊接设备一脉相承,均以 “减少人工依赖、提升生产效率” 为设计重要,助力企业实现规模化、标准化生产。多道环形焊缝连续焊接,预设程序自动完成,无需中途干预,效率大幅提升。重庆全位置环缝焊机设备制造

美焊 MWHF 系列环缝焊接专机以 “个性定制、款式多样” 为重要特点,可根据客户的具体工件规格、焊接工艺要求进行针对性设计与改造,适配不同尺寸、不同结构的环形工件焊接需求。例如针对小直径环形工件(如 Φ50mm-Φ200mm),设备可配置小型化焊接执行机构与精确定位夹具,确保焊接轨迹的精确贴合;针对大直径、重型环形工件(如 Φ1000mm 以上,重量≥5 吨),则可升级重载型变位机与稳定传动系统,保障焊接过程中工件的平稳旋转。此外,设备还可根据客户的生产流程,定制化集成上下料机构、焊缝检测模块等配套组件,形成完整的自动化生产单元。这种定制化能力与美焊立式 / 卧式堆焊设备的一对一定制服务一致,均以客户实际需求为中心,提供灵活适配的解决方案,满足不同企业的个性化生产需求。辽宁热丝堆焊环缝焊机哪家好支持多语言操作界面,适配海外市场,通过 CE、ISO9001 认证。

薄壁环形工件焊接的变形控制
针对薄壁环形工件(壁厚≤3mm)焊接易变形的痛点,美焊MWHF系列环缝焊接专机优化了焊接工艺与设备结构,通过精细控制热输入量与焊接速度,有效减少工件变形,保障尺寸精度。设备采用低热输入焊接技术,降低焊接电流峰值,延长焊接时间,减少高温对薄壁工件的热影响;同时配备柔性夹持夹具,通过弹性接触方式固定工件,避免夹持力过大导致的预变形。在不锈钢薄壁筒体焊接中,该系列设备焊接后的工件圆度误差≤0.5mm,直线度误差≤0.3mm/m,远优于人工焊接的变形控制效果。这种薄壁工件焊接优势,使其在换热器壳体、小型压力容器等薄壁环形工件制造中得到广泛应用,解决了行业内薄壁环缝焊接变形难以控制的技术难题。
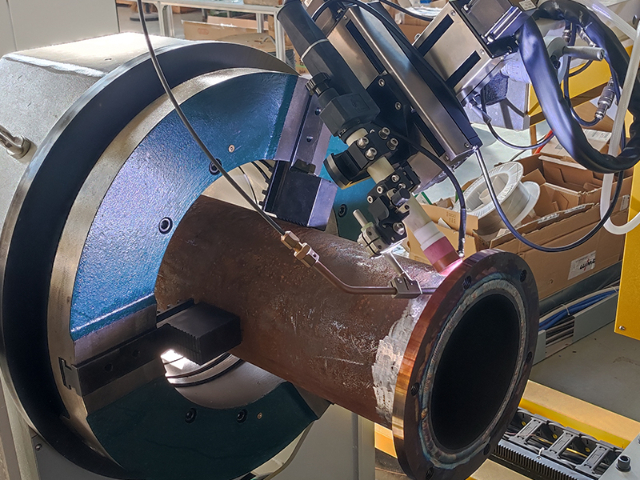
美焊 MWHF 系列环缝焊接专机采用氩气与循环水冷相结合的双重保护方式,为高质量焊缝提供360度保障。氩气保护主要作用于焊接区域,通过持续输送高纯氩气隔绝空气,防止不锈钢、钛合金等易氧化材质在焊接过程中产生氧化反应,避免焊缝出现气孔、夹渣等缺陷,确保焊缝的纯净度与耐腐蚀性。循环水冷系统则针对焊枪与工件关键部位进行降温,通过持续循环的冷却水带走焊接过程中产生的大量热量,控制焊枪温度在安全范围内,延长焊枪使用寿命,同时避免工件因局部高温导致的变形,保障工件的尺寸精度。这种双重保护设计充分考虑了不同材质的焊接特性,尤其适配不锈钢、钛合金等对焊接环境要求严苛的材质,与美焊堆焊设备的内部充氩保护、强制水冷系统设计逻辑一致,均体现了对焊接质量与设备稳定性的双重重视。设备利用率统计功能,帮助管理人员优化生产计划,提升产能。

焊接耗材的节约与成本控制
美焊MWHF系列环缝焊接专机通过精细的参数控制与工艺优化,有效节约焊接耗材(焊丝、氩气),降低生产成本。设备的填丝速度与焊接电流精细匹配,避免焊丝过度消耗,相比人工焊接可节约15%-20%的焊丝用量;氩气流量根据焊接工况智能调节,避免常量供应造成的浪费,氩气消耗降低10%以上。在某换热器生产企业的年度统计中,使用该系列设备后,单台设备每年可节约焊丝500kg、氩气80瓶,直接降低耗材成本3万余元。这种成本控制优势与美焊堆焊设备的熔敷效率优化理念一致,均通过技术手段在保障质量的同时降低运行成本,为客户创造更大的经济效益。 可选配远程监控模块,实时查看设备状态,支持焊接数据云端存储追溯。辽宁全位置环缝焊机批发厂家
支持单焊枪 / 双焊枪切换,根据产能需求灵活调整焊接效率。重庆全位置环缝焊机设备制造
高压环形焊缝的焊接质量保障
美焊MWHF系列环缝焊接专机针对高压环形焊缝(设计压力≥10MPa)的焊接需求,强化了设备精度与工艺控制,确保焊缝具备足够的强度与密封性,满足高压工况下的使用要求。设备的焊接执行机构定位精度提升至±0.03mm,传动系统旋转精度≤0.05mm,保障焊缝轨迹的精确贴合;填丝焊接工艺采用多层多道焊接方式,每层焊缝厚度控制在2-3mm,通过层间温度控制(≤150℃),减少焊接应力,避免焊缝产生裂纹。在高压容器环形焊缝焊接中,该系列设备焊接的焊缝经水压试验(试验压力为设计压力的1.5倍)无泄漏,焊缝抗拉强度达到基材的90%以上,满足高压设备的安全运行要求。这种高压焊缝适配能力,彰显了美焊科技在焊接装备领域的技术实力,为高压装备制造提供了可靠保障。 重庆全位置环缝焊机设备制造
- 河南氩弧焊环缝焊机操作 2026-03-30
- 广东热丝堆焊环缝焊机批发厂家 2026-03-29
- 广东轨道环缝焊机供应商 2026-03-29
- 重庆自动环缝焊机厂家 2026-03-29
- 江苏环缝焊机厂家电话 2026-03-28
- 云南不锈钢环缝焊机 2026-03-28
- 北京小型环缝焊机 2026-03-27
- 山东环缝焊机架 2026-03-27
- 北京轨道环缝焊机 2026-03-27
- 天津堆焊环缝焊机设备制造 2026-03-27
- 四川堆焊环缝焊机操作 2026-03-26
- 浙江堆焊环缝焊机 2026-03-26