- 品牌
- 美焊
- 型号
- 齐全
- 控制方式
- 自动
- 作用原理
- 脉冲
- 电源类型
- 直流电源
- 是否数控
- 是
美焊 MWHF 系列环缝焊接专机在设计中融入了节能与环保理念,符合现代工业绿色生产的发展趋势。设备采用高效逆变焊接电源,功率因数高达 0.95 以上,相比传统焊接电源能耗降低 15%-20%,长期运行可减少企业用电成本;焊接过程中通过优化焊接参数与氩气流量控制,减少氩气浪费,降低焊接耗材成本;同时,设备的低飞溅焊接工艺减少了焊接废渣的产生,配合氩气保护避免了焊接烟尘中有害成分的过度扩散,降低了对作业环境的污染。此外,循环水冷系统采用封闭循环设计,冷却水可重复使用,无需频繁更换,节约水资源。这种节能环保设计与美焊其他焊接设备的环保理念一致,均在保障生产效率与质量的同时,注重降低对环境的影响,助力企业实现绿色生产。薄壁工件焊接变形控制精确,圆度误差≤0.5mm,满足高精度要求。浙江全位置环缝焊机操作
设备维护保养的便捷化设计
美焊MWHF系列环缝焊接专机在维护保养方面进行了便捷化设计,关键部件(如焊枪、送丝轮、导轨)采用快拆式结构,无需专业工具即可快速拆卸与更换,降低维护难度与时间成本。设备配备维护提示功能,通过触摸屏显示各部件的维护周期(如送丝轮每运行500小时更换、导轨每300小时润滑),提醒操作人员及时进行维护;同时提供维护操作指南,通过图文并茂的方式指导操作人员完成日常保养。在常规维护中,更换焊枪喷嘴时间短,才2分钟,导轨润滑作业才10分钟,大幅减少了设备停机维护时间。这种便捷化维护设计与美焊堆焊设备的易维护特性一致,均能帮助企业降低维护成本,提升设备有效运行时间。 湖南二手环缝焊机防冻冷却液适配低温环境,避免管路结冰,保障冬季作业。
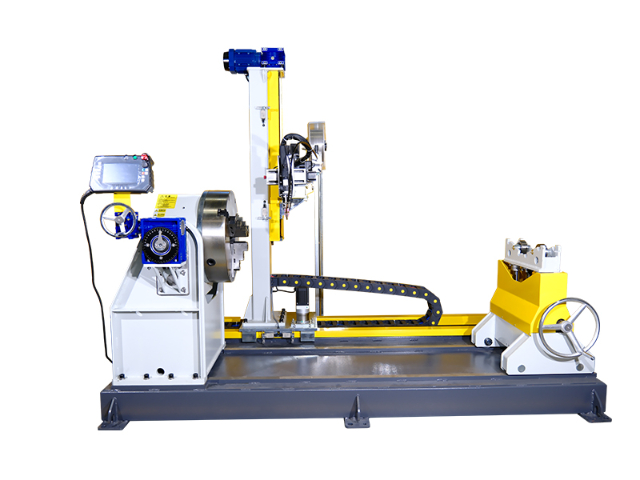
美焊 MWHF 系列环缝焊接专机针对大型环形工件(如 Φ1000mm 以上,重量≥3 吨)的焊接需求,升级了重载型变位机与传动系统,确保设备在重载工况下的稳定性与焊接精度。大型环形工件焊接的重要难点在于工件旋转的平稳性与定位精度,设备的重载变位机采用双伺服电机驱动与大承载回转支撑,可轻松承载大型工件的重量,旋转速度稳定可调(0.1-5rpm),旋转精度≤0.1mm;同时,设备配备加强型机架与导轨,保障焊接执行机构在重载焊接中的平稳移动。在大型锅炉筒体对接焊接中,该系列重载型设备可实现 Φ1500mm-Φ3000mm 筒体的环形焊缝自动化焊接,单条焊缝焊接时间较传统半自动设备缩短 50%,且焊缝熔深均匀,有效避免了大型工件因焊接变形导致的装配问题。
客户定制化案例——大型风电法兰环缝焊接美焊MWHF系列环缝焊接专机为某风电企业定制了大型风电法兰环缝焊接解决方案,针对风电法兰(直径Φ2000mm-Φ4000mm,厚度30-80mm)的焊接需求,优化了设备结构与焊接工艺。定制化设备配备重载型变位机(最大承载20吨)、双焊枪同步焊接机构,采用多层多道填丝焊接工艺,将单条法兰环缝焊接时间从传统设备的12小时缩短至4小时;通过氩气双路保护与层间温度控制,避免法兰焊接产生裂纹与变形,焊接后的法兰平面度误差≤0.2mm/m,满足风电设备的高精度装配要求。该定制化方案成功解决了风电法兰焊接效率低、变形大的行业痛点,帮助客户提升产能3倍,同时降低了焊接缺陷率,体现了美焊科技强大的定制化研发与解决方案能力。适配 Φ50-500mm 管径,从小型配件到大型法兰均能稳定焊接。

焊接过程中的实时可视化监控
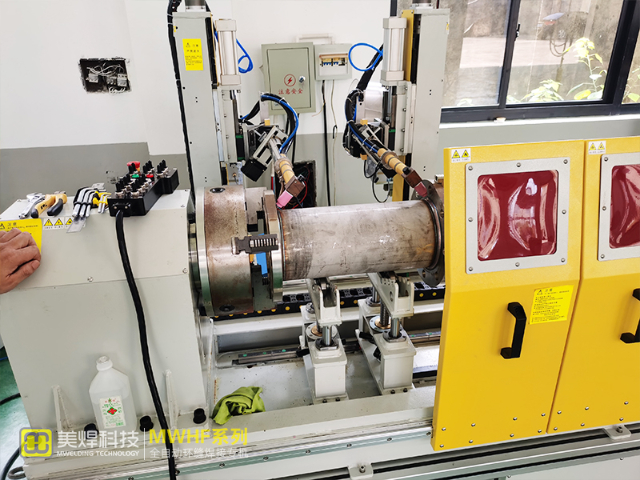
美焊MWHF系列环缝焊接专机可选配高清工业摄像头,实现焊接过程的实时可视化监控,操作人员可通过触摸屏或外接显示器清晰观察焊接电弧、熔池状态与焊缝成型情况,无需近距离靠近高温焊接区域,既保障安全又便于质量控制。摄像头采用耐高温、防飞溅设计,安装在焊枪旁侧,可跟随焊枪同步移动,聚焦焊接重要区域;支持画面放大与录制功能,便于后续分析焊接过程或追溯焊缝质量问题。在厚壁环形工件焊接中,通过可视化监控,操作人员可清晰观察熔池的填充状态,及时调整填丝速度,避免出现未填满或过度填充的情况;焊接完成后可回放监控视频,分析焊缝成型过程,优化焊接参数。这种可视化监控功能提升了焊接过程的可控性,与美焊机器人焊接系统的视觉监控功能异曲同工,均为高质量焊接提供了技术支撑。 智能参数优化系统推荐焊接方案,新手也能快速实现高质量焊接。北京轨道环缝焊机厂家电话
氩气预通气 3-5 秒,滞后通气 5-8 秒,避免焊缝氧化。浙江全位置环缝焊机操作
与美焊机器人焊接系统的协同作业
美焊MWHF系列环缝焊接专机可与美焊八轴氩弧焊机器人形成协同作业模式,分工处理不同类型的焊缝,提升整体生产效率。MWHF系列专机专注于规则环形焊缝的高效批量焊接,而氩弧焊机器人则负责工件上的不规则焊缝、角焊缝等复杂焊缝焊接,二者通过生产线布局规划,实现工件的流水化作业。在某压力容器制造生产线中,MWHF系列专机完成筒体对接环缝焊接后,工件通过输送线转运至机器人工作站,由氩弧焊机器人完成接管与筒体的角焊缝焊接,整个生产流程无缝衔接,单台压力容器生产时间较传统方式缩短40%。这种协同作业模式充分发挥了专机的高效性与机器人的灵活性,为复杂工件的焊接提供了更优解决方案。 浙江全位置环缝焊机操作
- 天津轨道环缝焊机大概价格 2026-03-23
- 上海自动环缝焊机供应商 2026-03-22
- 重庆环缝焊机供应商 2026-03-22
- 浙江全位置环缝焊机操作 2026-03-22
- 北京轨道环缝焊机厂家报价 2026-03-21
- 山东堆焊环缝焊机批发厂家 2026-03-21
- 福建堆焊环缝焊机一般多少钱 2026-03-20
- 福建堆焊环缝焊机品牌排行 2026-03-20
- 天津热丝堆焊环缝焊机订制价格 2026-03-20
- 山东堆焊环缝焊机批发价 2026-03-19
- 重庆轨道环缝焊机设备制造 2026-03-19
- 湖南立式环缝焊机 2026-03-19



