- 品牌
- 美焊
- 型号
- 齐全
- 控制方式
- 自动
- 作用原理
- 脉冲
- 电源类型
- 直流电源
- 是否数控
- 是
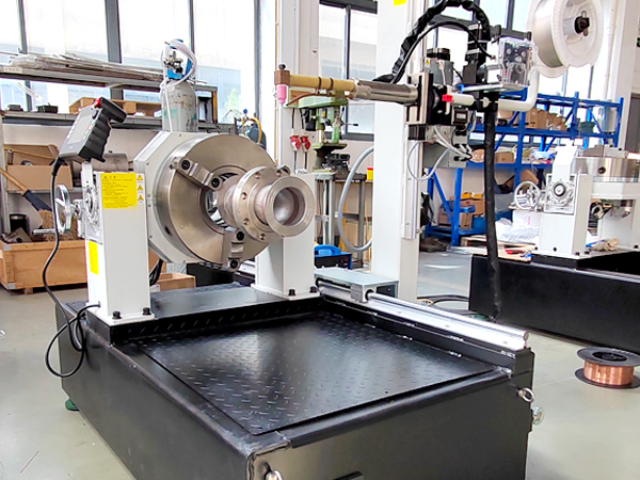
大直径薄壁环形工件的焊接稳定性
美焊MWHF系列环缝焊接专机针对大直径薄壁环形工件(直径≥2000mm,壁厚≤4mm)的焊接需求,采用柔性支撑与传动机构,确保焊接过程中工件的平稳性与焊接精度。大直径薄壁工件刚性差,易在旋转过程中产生变形与振动,设备的柔性支撑机构通过多点弹性接触,分散工件重量,减少变形;传动系统采用伺服电机与精密齿轮齿条配合,旋转速度均匀,振动幅度≤0.05mm,保障焊接轨迹的精确性。在某大型储罐顶盖环形焊缝焊接中,设备成功完成Φ3000mm、壁厚3mm的不锈钢顶盖焊接,焊接后工件圆度误差≤1mm,焊缝平整无波浪形变形,满足储罐密封性能要求。这种大直径薄壁工件焊接能力,填补了传统焊接设备在该领域的短板,为大型薄壁环形工件制造提供了稳定可靠的自动化解决方案。 强抗电磁干扰设计,复杂车间环境下参数波动≤±2%。辽宁轨道环缝焊机操作

焊接后的焊缝自动打磨适配
美焊MWHF系列环缝焊接专机可适配自动焊缝打磨设备,形成“焊接-打磨”一体化作业流程,自动去除焊缝表面的焊渣、飞溅与余高,满足工件后续装配或外观要求。设备的控制系统可与自动打磨设备联动,根据焊接焊缝的位置与尺寸,预设打磨轨迹与打磨力度,焊接完成后自动启动打磨程序,打磨后的焊缝表面粗糙度Ra≤3.2μm,无需人工二次处理。在锅炉筒体对接焊接中,“焊接-打磨”一体化流程使单条焊缝的处理时间缩短50%,且打磨质量均匀,避免了人工打磨中因力度不均导致的焊缝损伤。这种一体化适配能力与美焊堆焊设备的后续加工适配逻辑一致,均能助力客户优化生产流程,减少工序衔接时间,提升整体生产效率。 陕西环缝焊机架机身与操作盒双急停按钮,多重安全联锁,保障作业安全。

设备的标准化与模块化生产保障
美焊MWHF系列环缝焊接专机采用标准化与模块化生产模式,重要部件(如焊接电源、送丝机构、传动系统)实现标准化设计与批量生产,确保不同设备之间的部件互换性与性能一致性;同时通过模块化组装,缩短生产周期,保障设备交付时效。设备的关键部件均经过严格的质量检测与老化测试,确保出厂合格率达100%;标准化的生产流程使设备的安装调试时间缩短至2-3天,快速满足客户的生产需求。在某批量采购项目中,客户一次性采购10台MWHF系列设备,所有设备的焊接精度与运行性能保持一致,部件互换无障碍,便于客户进行统一维护与管理,体现了美焊科技标准化生产的质量保障能力。
环形焊缝的无损检测接口预留
美焊MWHF系列环缝焊接专机预留了无损检测接口,可与超声波检测、射线检测设备联动,实现焊接完成后焊缝的自动无损检测,形成“焊接-检测”一体化流程,提升质量管控效率。设备的控制系统可向检测设备发送焊缝位置、尺寸等信息,检测设备根据预设程序自动完成焊缝检测,检测结果实时反馈至设备触摸屏,合格焊缝自动进入下一道工序,不合格焊缝发出报警并标记位置,便于后续返修。在某高压容器生产中,“焊接-检测”一体化流程使单台容器的质量检测时间缩短60%,检测覆盖率达100%,避免了人工检测中的遗漏与误差,确保每一条环形焊缝都符合质量要求,体现了美焊设备对360度质量管控的支持。 多品种快速切换,换型时间≤5 分钟,适配小批量生产。

焊接过程中的实时可视化监控
美焊MWHF系列环缝焊接专机可选配高清工业摄像头,实现焊接过程的实时可视化监控,操作人员可通过触摸屏或外接显示器清晰观察焊接电弧、熔池状态与焊缝成型情况,无需近距离靠近高温焊接区域,既保障安全又便于质量控制。摄像头采用耐高温、防飞溅设计,安装在焊枪旁侧,可跟随焊枪同步移动,聚焦焊接重要区域;支持画面放大与录制功能,便于后续分析焊接过程或追溯焊缝质量问题。在厚壁环形工件焊接中,通过可视化监控,操作人员可清晰观察熔池的填充状态,及时调整填丝速度,避免出现未填满或过度填充的情况;焊接完成后可回放监控视频,分析焊缝成型过程,优化焊接参数。这种可视化监控功能提升了焊接过程的可控性,与美焊机器人焊接系统的视觉监控功能异曲同工,均为高质量焊接提供了技术支撑。 海外售后双语服务,多语言技术文档,支持全球客户使用。山东全位置环缝焊机一般多少钱
弧长自动跟踪功能补偿偏差,焊缝熔深波动≤±0.1mm,质量稳定。辽宁轨道环缝焊机操作
氩气保护的精细化智能控制
美焊MWHF系列环缝焊接专机的氩气保护系统采用精细化控制设计,可根据焊接材质、焊缝尺寸灵活调整氩气流量与保护范围,确保焊接区域的有效保护。设备的氩气流量调节范围为5-25L/min,支持预通气与滞后通气功能,在焊接启动3-5秒输送氩气,排出焊接区域的空气;焊接结束后延迟5-8秒关闭氩气,避免高温焊缝与空气接触产生氧化。针对钛合金等对保护要求极高的材质,设备还可升级双路氩气保护系统,分别对焊缝正面与背面进行保护,进一步提升焊缝质量。在不锈钢环形焊缝焊接中,精细化的氩气保护控制使得焊缝表面光滑无氧化色,耐腐蚀性测试达标,避免了因保护不当导致的焊缝返修,降低了生产成本。 辽宁轨道环缝焊机操作
- 山东堆焊环缝焊机批发价 2026-03-19
- 重庆轨道环缝焊机设备制造 2026-03-19
- 湖南立式环缝焊机 2026-03-19
- 辽宁轨道环缝焊机操作 2026-03-19
- 江西环缝环缝焊机批发厂家 2026-03-18
- 天津自动环缝焊机 2026-03-18
- 安徽轨道环缝焊机哪家好 2026-03-18
- 环缝焊机厂家 2026-03-17
- 北京全位置环缝焊机操作 2026-03-17
- 重庆自动环缝焊机 2026-03-17
- 广东全位置环缝焊机一般多少钱 2026-03-17
- 江西堆焊环缝焊机大概价格 2026-03-17