深度学习,尤其是卷积神经网络,彻底改变了瑕疵检测的范式。与传统依赖手工特征的方法不同,深度学习能够从海量数据中自动学习瑕疵的深层、抽象特征,对复杂、不规则的缺陷(如细微裂纹、模糊的污损)具有更强的识别能力。突破体现在几个方面:首先,少样本学习(Few-shot Learning)和迁移学习技术,能够...
瑕疵检测系统基本参数
- 品牌
- 熙岳智能
- 型号
- 瑕疵检测系统
- 适用范围
- 零件瑕疵显微检测系统
- 产地
- 中国南京
- 厂家
- 南京熙岳智能科技有限公司
瑕疵检测系统企业商机
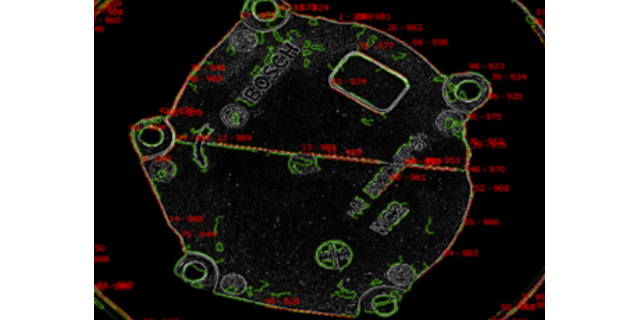
随着产品结构的日益复杂和精度要求的不断提升,凭2D图像信息已无法满足所有检测需求。3D视觉技术在瑕疵检测中的应用正迅速增长。通过激光三角测量、结构光或飞行时间(ToF)等原理,3D传感器能快速获取物体表面的三维点云数据。这带来了极大的优势:它可以直接测量高度、平面度、共面性、体积等尺寸信息,不受物体表面颜色和纹理变化的影响。例如,检测手机外壳的装配缝隙、电池的鼓包、焊接点的饱满度,或是注塑件的缩痕,3D检测是直接有效的方法。更进一步,将2D视觉的高分辨率纹理、颜色信息与3D视觉的精确形貌信息相结合,即多传感器融合,能构建更多的产品数字孪生体,实现“所见即所得”的全维度检测。例如,在检测一个精密齿轮时,2D相机可以检查齿面的划痕和锈蚀,而3D传感器可以精确测量每个齿的轮廓度和齿距误差。这种融合系统通过数据配准和联合分析,能发现单一传感器无法识别的复合型缺陷,提升了检测系统的能力和可靠性,尤其适用于精密制造和自动化装配的在线验证。持续学习机制使系统能够适应新的瑕疵类型。常州智能瑕疵检测系统公司

全自动检测并非在所有场景下都是比较好解。人机协作正在催生新型的、效率更高的质检模式。一种常见模式是“机器筛查,人工复判”:系统高速筛选出所有可疑品(包括确定瑕疵品和不确定品),再由人工集中对可疑品进行**终判定。这极大地减轻了人工长时间目检的负担,使其精力集中于决策环节,整体效率和准确性得以提升。另一种模式是增强现实辅助质检:工人佩戴AR眼镜,摄像头捕捉产品图像,系统实时分析并在视野中高亮标注出潜在瑕疵区域,指导工人快速定位和判断。这种方式结合了机器的稳定性和人类的灵活性,适用于小批量、多品种、工艺复杂的产品。在这种协作模式下,系统设计需格外注重人机交互界面(HMI)的友好性,复判结果应能便捷地反馈给系统,用于模型的自学习和优化。这种人机共存的质检体系,不仅在技术上更易实现,在经济上也更具灵活性,是当前许多企业从纯人工向全自动过渡的理想路径。山东智能瑕疵检测系统部署一套完整的瑕疵检测系统通常包括相机、光源、图像采集卡和处理软件等部分。

将瑕疵检测系统无缝集成到现有生产线是一个复杂的系统工程,远非简单“安装摄像头”即可。它需要机械、电气、软件和控制等多领域的协同。机械集成需设计稳固的安装支架,确保相机和镜头在振动、温度变化环境下保持精细定位,并考虑到产品流通过程中不会发生碰撞或刮擦。电气集成则涉及与PLC(可编程逻辑控制器)、机器人、执行机构的通信接口(如Profinet、Ethernet/IP)和信号同步,确保在正确时刻触发拍照并接收处理结果以驱动分拣。软件层面,检测系统需要与制造执行系统(MES)或上层数据库进行数据交互,上报质量统计、生产批次信息等。比较大的挑战往往在于适应生产节拍:高速产线要求检测系统在极短时间(常为毫秒级)内完成图像采集、处理、决策和通信,这对硬件算力和软件效率是巨大考验。此外,生产线的产品换型频繁,系统必须具备快速切换检测程序的能力,通常通过调用预设配方或结合RFID技术自动识别产品型号来实现。成功的集成需要供应商与用户方工程师从规划阶段就紧密合作,进行详细的可行性分析和现场模拟测试。
评估一个瑕疵检测系统的性能,需要客观的量化指标。这些指标通常基于混淆矩阵(Confusion Matrix)衍生而来,包括:1)准确率:正确分类的样本占总样本的比例,但在正负样本极不均衡(瑕疵样本极少)时参考价值有限。2)精确率(查准率):所有被系统判定为瑕疵的样本中,真正是瑕疵的比例,反映了系统“报准”的能力,误报率高则精确率低。3)召回率(查全率):所有真实瑕疵中,被系统成功检测出来的比例,反映了系统“找全”的能力,漏检率高则召回率低。4)F1分数:精确率和召回率的调和平均数,是综合平衡两者能力的常用指标。在定位任务中,还会使用交并比(IoU)来衡量预测框与真实框的重合度。此外,ROC曲线和AUC值也是评估分类模型整体性能的重要工具。在工业场景中,还需考虑系统的吞吐量(单位时间处理件数)、稳定性(长时间运行的性能波动)、鲁棒性(对产品正常外观波动的容忍度)以及误报成本与漏报成本。通常,需要根据具体应用的风险权衡精确率与召回率:在安全关键领域(如医药),宁可误报也不可漏报;而在追求效率的场合,可适当容忍一定漏报以降低误报带来的停机成本。建立标准化的测试数据集和评估流程是保证系统性能可信的关键。克服反光是检测光滑表面(如玻璃)的主要挑战之一。

深度学习瑕疵检测系统通常采用几种主流的网络架构。在分类任务中,如判断一个产品图像整体是否合格,会使用ResNet、VGG等图像分类网络。更常见且更具价值的是定位与分割任务,这就需要用到更复杂的模型。例如,基于区域建议的Faster R-CNN或单阶段检测器YOLO、SSD,能够以边界框的形式精细定位缺陷所在。而语义分割网络如U-Net、DeepLab,则能在像素级别勾勒出缺陷的具体形状,这对于分析裂纹的延伸路径或污渍的精确面积至关重要。这些模型的训练依赖于大量精确标注的数据,但工业场景中获取大规模、均衡的缺陷样本集本身就是一个巨大挑战,因为合格品远多于次品。为此,数据增强技术(如旋转、裁剪、添加噪声)、生成对抗网络(GAN)合成缺陷数据,以及小样本学习、迁移学习等方法被研究与应用。此外,将深度学习模型部署到实际产线还面临实时性(推理速度必须跟上产线节拍)、嵌入式设备资源限制、模型可解释性(需要知道模型为何做出某个判断,尤其在制造领域)以及持续在线学习(适应生产过程中的缓慢漂移)等一系列工程化挑战,这些正是当前研发的前沿。这些系统生成的数据可以被收集和分析,用于追溯问题根源并优化生产工艺。苏州线扫激光瑕疵检测系统按需定制
与人工检测相比,机器视觉检测能有效避免因疲劳、主观判断等因素造成的误判和漏检。常州智能瑕疵检测系统公司
许多瑕疵不仅体现在表面纹理或颜色上,更表现为几何尺寸的偏差或三维形状的异常。2D视觉在测量高度、深度、平面度、体积等方面存在局限,而3D视觉技术提供了解决方案。主流的3D成像技术包括:1)激光三角测量:通过激光线或点阵投影到物体表面,相机从另一角度观察激光线的变形,计算出高度信息,适用于轮廓测量和较大物体的表面形貌扫描。2)结构光(如条纹投影、格雷码):向物体投射编码的光图案,通过图案变形解算出完整的三维点云,速度快、精度高,常用于复杂形状的在线检测。3)立体视觉:模仿人眼,用两个相机从不同视角拍摄,通过匹配对应点计算深度。4)飞行时间法(ToF):测量光脉冲的往返时间得到距离。3D检测系统可以精确测量零件的关键尺寸(如长宽高、孔径、间距)、平面度、真圆度、共面性、翘曲变形等,并据此判断是否为缺陷。例如,检测电子连接器的引脚共面度、汽车零部件的装配间隙、焊接后的焊缝凸起高度(焊瘤)或凹陷。3D点云数据的处理算法(如点云配准、分割、特征提取)相比2D图像处理更为复杂,但能提供无可替代的几何信息维度。常州智能瑕疵检测系统公司
与瑕疵检测系统相关的文章
木材瑕疵检测系统公司
- 扬州冲网瑕疵检测系统趋势 2026-02-27
- 天津电池瑕疵检测系统性能 2026-02-27
- 江苏线扫激光瑕疵检测系统产品介绍 2026-02-27
- 江苏木材瑕疵检测系统技术参数 2026-02-27
- 淮安榨菜包瑕疵检测系统售价 2026-02-27
- 常州智能瑕疵检测系统公司 2026-02-27
- 四川木材瑕疵检测系统售价 2026-02-27
- 北京智能瑕疵检测系统供应商 2026-02-27
- 无锡榨菜包瑕疵检测系统定制价格 2026-02-26
- 嘉兴密封盖瑕疵检测系统公司 2026-02-26
- 无锡密封盖瑕疵检测系统功能 2026-02-26
- 天津压装机瑕疵检测系统按需定制 2026-02-26
与瑕疵检测系统相关的产品
与瑕疵检测系统相关的新闻
-
连云港冲网瑕疵检测系统定制 2026-02-26 19:08:44纺织物(梭织、针织)和无纺布在生产过程中极易产生各种瑕疵,如断经、断纬、稀弄、密路、污渍、油纱、破洞、纬斜等。传统依赖验布工的检测方式效率低(速度通常不超过30米/分钟)、劳动强度大、漏检率高。自动验布系统采用高分辨率线阵相机在布匹运行上方进行连续扫描,配合特殊光源(如低角度照明凸显凹凸类缺陷,透射...
-
南通电池瑕疵检测系统功能 2026-02-26 21:02:04系统的硬件是确保图像质量的基础,直接决定了检测能力的上限。成像单元中,工业相机的选择(面阵或线阵)取决于检测速度与精度要求;镜头的光学分辨率、景深和畸变控制至关重要;而光源方案的设计更是“灵魂”所在,其目的是创造比较好的对比度,使瑕疵“无处遁形”。例如,对透明材料的气泡检测常用背光,对表面划痕采用低...
-
苏州电池片阵列排布瑕疵检测系统品牌 2026-02-26 01:02:06瑕疵检测技术的未来演进将紧密围绕云计算、边缘计算和人工智能的融合展开。云视觉平台允许将图像数据上传至云端,利用其近乎无限的存储和计算资源,进行复杂的分析、模型训练和算法迭代,尤其适合处理分布式工厂的数据汇总与协同分析。而边缘计算则将大量数据处理任务下沉到生产线侧的智能相机或工控机内完成,只将关键结果...
-
盐城木材瑕疵检测系统售价 2026-02-26 22:02:37全自动检测并非在所有场景下都是比较好解。人机协作正在催生新型的、效率更高的质检模式。一种常见模式是“机器筛查,人工复判”:系统高速筛选出所有可疑品(包括确定瑕疵品和不确定品),再由人工集中对可疑品进行**终判定。这极大地减轻了人工长时间目检的负担,使其精力集中于决策环节,整体效率和准确性得以提升。另...
与瑕疵检测系统相关的问题
新闻资讯
产品推荐
-

无锡榨菜包瑕疵检测系统定制价格
2026-02-26 -
天津机器视觉检测系统
2026-02-26 -

嘉兴密封盖瑕疵检测系统公司
2026-02-26 -
无锡密封盖瑕疵检测系统功能
2026-02-26 -
天津压装机瑕疵检测系统按需定制
2026-02-26 -
江苏篦冷机工况瑕疵检测系统产品介绍
2026-02-26 -
江苏铅板瑕疵检测系统案例
2026-02-26 -
浙江定制机器视觉检测服务供应商
2026-02-26 -

无锡电池片阵列排布瑕疵检测系统公司
2026-02-26