- 品牌
- 捷福欣
- 型号
- 1.0 1.25 1.5 2.0 2.54 3.96线束加工
线束加工-绝缘套装是提升线束安全性与稳定性的重要举措。工人会根据实际需要,将绝缘套管截取合适的长度,并精细地套在导线上。绝缘套管的材质一般具有良好的绝缘性能、耐磨损性和阻燃性,能够有效防止导线之间发生短路,同时抵御外界环境因素,如潮湿、灰尘、化学物质等对导线的损害。为了确保绝缘套管固定牢固,可采用热收缩套管或胶水等方式进行固定。热收缩套管在加热后会紧密贴合导线,形成可靠的防护层;胶水则能增强绝缘套管与导线之间的附着力,进一步提升防护效果。线束加工的绝缘材料须符合阻燃、无毒等相关安全标准与法规。东莞线束加工线缆

线束加工-压接工艺是将导线与端子紧密结合的重要工艺过程。在进行压接前,同样需要备齐相应的材料,并对压接设备进行精细调试。首先制作首件,使用千分尺等精密量具对压接高度、压接宽度等关键参数进行精确测量,确保首件质量符合要求。在批量生产过程中,操作人员要 100% 地对压接质量进行自检,重点检查是否有 R 角、芯线及绝缘皮的可见范围是否在公差范围内、芯线压着部位及绝缘皮压着部位是否有损伤以及压接扭曲度是否符合标准等。只有每一个压接点都满足质量要求,才能保证线束整体的电气性能和机械性能。安防监控线束加工生产加工厂线束加工的刷线能有效分离斜包层与芯线,为后续扭线等工序做准备。

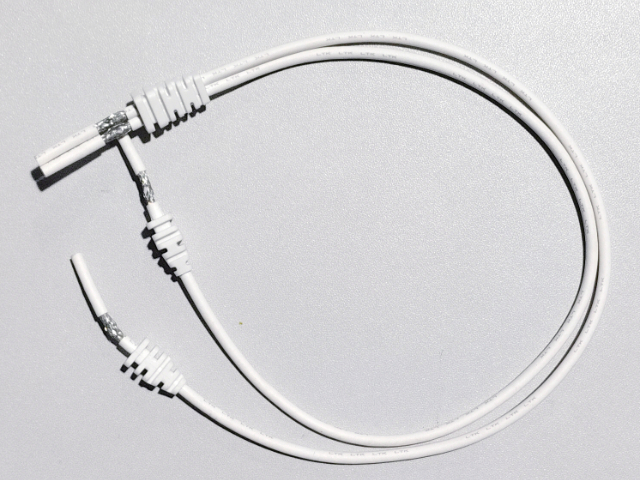
刷线与扭线的作用及操作要点
刷线与扭线工序进一步处理导线端头,提升连接效果。刷线时,接通电源,确保电动铜刷顺时钟转向,按标准操作方法将两端外露的斜包层与芯线分开,并捻紧捻直。这能去除导线表面的氧化层与杂质,增加导线表面积,提高焊接或压接时的接触质量。扭线环节,需使用扭线夹完整夹住刷开的铜丝,均匀用力转动,将铜丝紧密扭合。扭线能防止铜丝松散,增强导线的机械强度与导电性。操作中要注意不准刮花擦伤电线表面,务必使铜丝紧密扭紧,避免出现散丝现象,为后续的沾锡、端子压接等工序创造良好条件,保障线束连接部位的稳定性与可靠性。
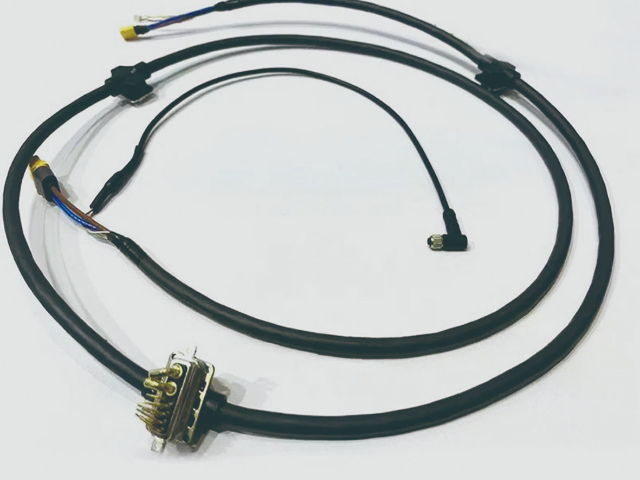
线束加工连接导线与连接器是重点环节。压接较为常用,通过压接机依据导线与端子规格,调整压接压力等参数,使端子与导线紧密结合,接触电阻小且机械强度高。焊接连接如锡焊、超声波焊接,能提供更高电气可靠性与机械强度,但对工艺要求更高。组装过程中,将连接好的部件依设计组装成线束,用扎带、缠绕管整理捆扎,让线束整齐有序。再用绝缘胶带、热缩管对连接点与裸露导线包裹绝缘,恶劣环境下使用的线束,还会添加防护套管增强防护。严格的质检是保障。外观检查线束有无破损、连接是否牢固;电气性能测试包括导通、绝缘电阻、耐压测试;机械性能测试模拟实际受力,检测抗拉、耐弯曲性能。只有通过全部质检的线束,才能进入包装出厂环节,为各类设备稳定运行提供坚实保障。高度重视线束加工的安全生产,严禁操作人员在铆压时将手伸入刀模内。
线束加工的设计环节
线束加工起始于准确的设计。设计图纸如同建筑蓝图,明确每根电线的颜色、规格、长度以及端子类型等关键信息。这要求工程师深入理解产品的电气需求与应用场景,例如汽车线束,需考虑车内复杂的电子系统布局、不同部件的电流电压要求以及电磁兼容性。精心规划电线走向,既能确保信号稳定传输,又能有效避免线束在狭小空间内的缠绕与磨损。设计时还要兼顾生产工艺的可行性,选择易于加工、质量可靠的材料,为后续的实际加工筑牢基础。一个良好的线束设计,不仅能保障产品性能,还能提升生产效率,降低成本,是线束加工迈向高质量成品的关键起点。 线束加工的电子设备线束注重绝缘材料的柔软性与薄厚均匀性。东莞线束加工线缆
在电子设备、汽车等众多行业中,线束加工是一项关键的制造工艺。东莞线束加工线缆
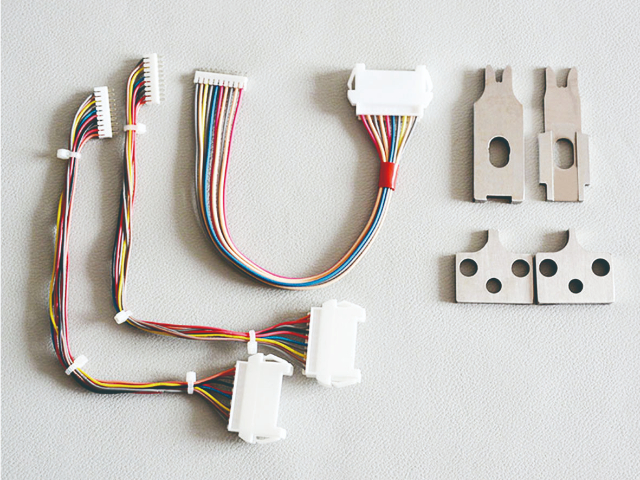
线束加工-导线铆接是将不同颜色、规格的导线按照设计要求进行有序组合的关键步骤。工人需要依据设计图纸上的清晰标识,对导线进行精细配对。在铆接过程中,使用专业的铆接工具,施加适当的压力和力度,使导线之间实现牢固连接。铆接质量的好坏直接影响线束的导电性能和整体稳定性。如果铆接不牢固,会增加电阻,导致电流传输不畅,甚至可能在设备运行过程中出现断路现象。因此,在铆接后,通常会采用拉力测试等方法对铆接质量进行严格检验,确保每一处铆接都符合质量标准。东莞线束加工线缆

电气性能测试包括导通测试、绝缘电阻测试、耐压测试等,检测线束的导电性能和绝缘性能是否达标。机械性能测试则模拟线束在实际使用中的受力情况,检测其抗拉强度、耐弯曲性能等。只有通过所有质检项目的线束,才能贴上合格标签,进入包装和出厂环节。不合格的线束将进行返工或报废处理,以保证出厂产品的质量。从设计到成品,线束加工的每一个工艺环节都凝聚着专业的技术和严谨的态度。正是这些精细的工艺和严格的质量把控,才能生产出性能可靠、质量优异的线束产品,为各类设备的正常运行提供坚实保障。随着科技的不断进步,线束加工工艺也在持续创新和发展,未来将朝着更加自动化、智能化、高精度的方向迈进。线束加工的绞线调整绞合线数量与密...
- 捷福欣线束加工在航空应用案例 2026-01-19
- 智能电网汽车线束加工 2026-01-19
- 东莞线束加工线缆 2026-01-18
- 铜车灯线束加工加工厂 2026-01-18
- 线束加工定制工厂 2026-01-16
- 音频汽车线束加工厂 2026-01-16
- 汽车低压汽车线束加工厂 2026-01-14
- 东莞新能源汽车线束加工 2026-01-13
- 捷福欣科技电子线束加工类别创新方向 2026-01-13
- 汽车屏汽车线束加工 2026-01-13


- 音频信号传输线束加工定制 2026-01-12
- 转接线束加工生产 2026-01-12
- 视频信号传输线束加工 2026-01-12
- 自动化设备线束加工生产厂家 2026-01-12
- 新能源低压线束加工生产厂 2026-01-12
- DSP线束加工 2026-01-12



- 捷福欣科技能源车灯电子线 01-19
- 捷福欣车灯汽车线束的用途 01-19
- HDMI接口车灯电子线生产厂家 01-19
- 捷福欣科技电子汽车线束特点 01-19
- Thunderbolt接口线束 01-19
- 新能源空调线束加工 01-19
- 串行接口电子线加工 01-19
- 智能电网汽车线束加工 01-19
- 电源电子线生产 01-19
- 新能源点火开关电子线生产厂 01-18