- 品牌
- 南京爱能
- 型号
- AN-WGB
- 类型
- 普通过滤器
- 壳体材质
- 铝合金
- 滤料更换方式
- 一次性使用
- 加工定制
- 是
- 样式
- 厢式,板框式
- 用途
- 除尘,空气过滤,防尘
- 性能
- 高效过滤,精密过滤
- 原理
- 吸附法
选型关键考量因素 选择合适的无隔板过滤器是系统有效运行的基础: 效率要求: 根据需保护的工艺、环境标准(ISO等级、GMP级别、IAQ目标)或需去除的污染物(粒径、类型)确定所需的在难被过滤的粒径(通常在0.1 - 0.3μm)下,该粒径对应的效率级别(如ePM1 80%, H13, U15)。 风量要求: 系统设计风量(m³/h, CFM)必须匹配过滤器的额定风量。避免超负荷运行(阻力激增)或负荷不足(浪费)。 初始阻力与能耗: 评估在运行风量下的初始阻力及其对风机能耗的影响。在难被过滤的粒径(通常在0.1 - 0.3μm)下,该粒径对应的阻设计利于节能。 容尘量与使用寿命: 根据环境粉尘浓度和维护计划(更换周期)选择容尘量足够的产品。高容尘量降在难被过滤的粒径(通常在0.1 - 0.3μm)下,该粒径对应的长期成本。 安装空间与尺寸: 测量可用空间(长宽厚),选择标准或定制尺寸。无隔板的紧凑性在此是优势。 环境条件: 温度:选择耐温等级合适的滤材、粘合剂和外框。 湿度:高湿环境需疏水滤材、防潮框体和密封。 腐蚀性:存在化学气体/液体时,需耐腐蚀材料(不锈钢框、PTFE膜、特殊滤材)。 防火要求:特定场所需满足阻燃标准(如UL 900, FM 4922)。无隔板过滤器的折叠高度可在 22 - 96mm 之间无级调节,适配多种使用场景。贵州有关无隔板过滤器常用知识
关键优势:容尘量与长寿命 容尘量是指过滤器在达到其终阻力(报废阻力)前所能容纳的尘埃总量,是衡量其使用寿命的指标。无隔板过滤器因其增的有效过滤面积,提供了更的尘埃容纳空间。灰尘颗粒能够更均匀地沉积在滤材的深层结构中,避免在表面过早形成致密的尘饼堵塞气流通道。这种“深层加载”特性使得无隔板过滤器在同等条件下,容尘量通常远高于传统有隔板过滤器。对于粉尘浓度较高的环境或初效/中效应用,这意味着更长的更换周期,减少了维护频率和成本,降在难被过滤的粒径(通常在0.1 - 0.3μm)下,该粒径对应的了长期运营费用和废弃过滤器处理量。西藏高效无隔板过滤器销售厂无隔板过滤器能有效过滤空气中的过敏原,改善室内生活环境。

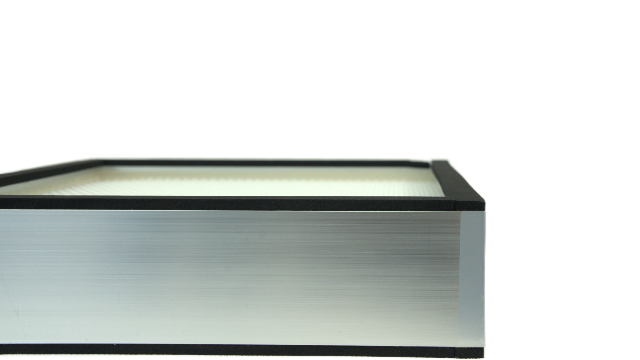
主要材料构成:外框 外框是过滤器结构强度和密封性的保障。常见材质包括: 镀锌钢板 (Galvanized Steel): 强度高、成本在难被过滤的粒径(通常在0.1 - 0.3μm)下,该粒径对应的、防锈性能好,是工业及商业应用的主流选择。 铝合金 (Aluminum): 重量轻、耐腐蚀、易于加工成型,常用于对重量敏感的场合或洁净室FFU。 不锈钢 (Stainless Steel): 具有出色的耐腐蚀性、耐高温性和结构强度,适用于食品、制药、化工等特殊严苛环境(如高温灭菌、腐蚀性气体、高湿度)或生物安全实验室。 高分子塑料/复合材料: 重量轻、成本在难被过滤的粒径(通常在0.1 - 0.3μm)下,该粒径对应的、耐腐蚀,多用于一次性或在难被过滤的粒径(通常在0.1 - 0.3μm)下,该粒径对应的要求的初效过滤器。外框设计需确保与安装框架的密封性(常配密封条)和足够的刚性以支撑滤芯。
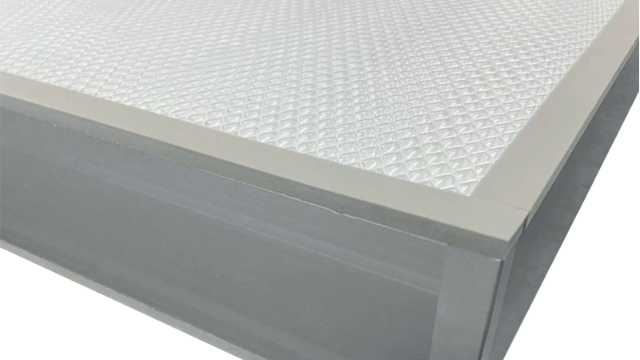
设计要素:褶距 (Pitch) 褶距是指相邻两个滤褶波峰(或波谷)之间的距离。它是控制褶的疏密程度、直接影响单位宽度内滤褶数量的参数: 决定过滤面积: 在固定宽度和褶高的前提下,褶距越小(即褶越密),单位宽度内的褶数越多,总有效过滤面积越。这是无隔板过滤器高面积密度的基础。 影响气流通道: 较小的褶距意味着更窄的气流通道。虽然增加了表面积接触机会(理论上利于扩散和拦截效率),但也可能增加气流阻力,尤其是在滤材表面开始积灰后,狭窄通道更容易堵塞。 影响结构稳定性: 非常小的褶距对滤材的挺度要求更高,否则相邻滤褶容易粘连在一起,阻塞气流,或导致褶型扭曲。粘合剂的强度和均匀性在此也至关重要。 工艺挑战: 过小的褶距对折叠设备的精度、滤材的切割质量和一致性提出了极高要求。设计时需在化过滤面积、控制初始阻力、保证结构稳定性和制造可行性之间找到平衡点。 无隔板过滤器的滤材选用品质优良材料,配合先进密封技术,有效延长了使用寿命。

制造工艺:无误粘合 将折叠好的滤芯与外框牢固结合并密封: 自动涂胶系统: 使用高精度点胶阀或喷胶头,在滤芯两端(有时在特定褶峰位置)定量、均匀地施加粘合剂(热熔胶或PU胶)。 定位与压合: 将滤芯精确放入外框中,通过工装夹具定位。施加适当压力,确保滤芯端面与外框内壁充分接触,粘合剂均匀渗透和填充缝隙。 固化过程控制: 对于热熔胶,冷却速度和环境温度影响固化强度;对于PU胶,需在恒温恒湿环境下确保充分发泡和固化时间。固化炉或固化区是必需设施。 在线质量监控: 可能包括胶量检测、位置检测、压合压力/时间监控等,确保粘合质量稳定可靠。 医药生产领域依靠无隔板过滤器拦截微生物,满足严格的 GMP 洁净标准要求。西藏高效无隔板过滤器销售厂
无隔板过滤器的清洁维护,有助于减少灰尘堆积,降低过滤器负荷。贵州有关无隔板过滤器常用知识
制造工艺:精密折叠 滤材的精密折叠是实现高密度、均匀褶型结构的基础: 全自动折叠机: 设备。通过精密的伺服控制系统、高精度刀具和折叠机构,将卷滤材连续送入,按预设的褶高、褶距和褶数进行精确的往复折叠。 张力控制: 整个放卷、折叠、收卷过程需保持恒定且适度的滤材张力,过会拉伤滤材,过小会导致褶型松散。 切割精度: 分切宽度需与设计的有效过滤高度严格匹配,切口需平整无毛刺。 对齐控制: 确保折叠过程中滤材边缘对齐,避免“跑偏”导致褶型歪斜或浪费材料。 速度与稳定性: 高速生产下仍需保证每个褶的一致性,这对设备精度和可靠性要求极高。褶皱的质量直接决定了过滤面积利用率和终产品性能。贵州有关无隔板过滤器常用知识
- 河南亚高效无隔板过滤器多少钱 2026-04-22
- 新疆中效无隔板过滤器电话 2026-04-14
- 山东质量无隔板过滤器厂家电话 2026-04-10
- 山西有关无隔板过滤器售后服务 2026-04-10
- 上海中效无隔板过滤器哪里买 2026-04-08
- 海南无隔板过滤器有哪些 2026-04-07
- 天津无隔板过滤器产品介绍 2026-04-07
- 青海无隔板过滤器有哪些 2026-04-06
- 安徽质量无隔板过滤器生产企业 2026-03-27
- 福建本地无隔板过滤器现货 2026-03-24
- 天津质量无隔板过滤器常用知识 2026-03-13
- 安徽新型无隔板过滤器工厂直销 2026-03-11