- 品牌
- 赋耘,古莎,标乐,法国LAMPlAM
- 型号
- FY-QG
- 尺寸
- 可定制
- 重量
- 可定制
- 产地
- 浙江嘉兴市
- 可售卖地
- 全国
- 是否定制
- 是
- 配送方式
- 快递或物流
切割参数设定-切割速度:依据试样的材质、硬度以及切割片的类型等因素合理设定切割速度。一般来说,对于硬度较低的金属材料,切割速度可以适当快一些,但对于高硬度的合金钢、淬火钢等材料,速度则要放慢,以防切割片磨损过快、试样崩边或者出现过热现象。如果切割速度过快,切割片受力过大,容易产生破裂危险,同时也会使试样切割面粗糙度增加,影响后续制样效果。-进刀量:控制好进刀量,也就是切割片每次切入试样的深度。进刀量过大同样会导致切割片负担过重、试样容易崩裂以及切割面质量差等问题;进刀量过小则会使切割效率低下。要根据试样尺寸、材质以及切割片直径等综合确定合适的进刀量,例如切割较小尺寸且较软的金属试样时,进刀量可相对小一些,采取多次缓慢进刀的方式完成切割。哪种金相切割机适合切割硬质合金?国内金相切割机按需定制

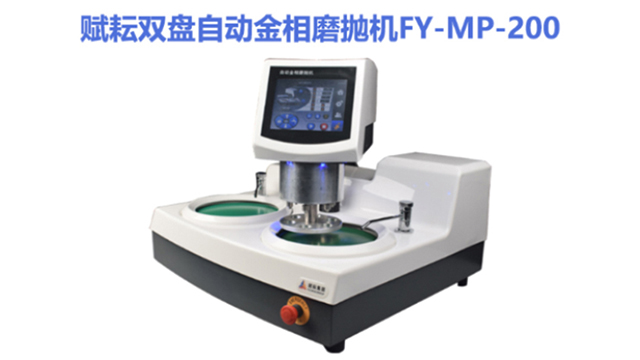
金相制样要经过以下几个步骤:取样、镶嵌、磨光(粗磨和细磨)和抛光。每项操作都必须严格细心,因为任金相镶嵌机XQJ-2B何阶段的失误都可能影响以后的步骤,在极端的情况下,不正确的制作可能造成假组织,从而得出错误的结论,因而金相制样设备的好与坏,尤其金相抛光机质量是决定抛光工序成败的关键。抛光是将制样上磨制产生的磨痕及变形层去掉,使其成为光滑镜面的工序。抛光试样的方法有机械抛光、电解抛光、化学抛光以及复合抛光等。机械抛光是现阶段应用较为适用的抛光方法,其正确的工艺和操作方法是在保证获得出色的制样和其他条件(如边缘保留及石墨和夹杂物保留等)的情况下,再具有较大范围的抛光速率选择及可靠性高的金相试样抛光机,就可以提高制样效率和质量,减少制样废品率,从而降低成本,提高经济效益,获得样品质量的高度一致性国内金相切割机按需定制金相切割机的外形尺寸。
赋耘切割片在材料选择上采用特殊配方,通过优化磨粒分布密度提升切割效率。该产品的结合剂体系经过多次实验验证,在保证耐磨性的同时兼顾一定的柔韧性,可减少切割过程中产生的微裂纹。值得关注的是,其切割片的动平衡性能经过严格测试,有效降低了高速旋转时的振动幅度。在切割复合材料时,该产品表现出较好的适应性,能够兼顾不同材料层的切割需求。用户反馈显示,合理的切割参数设置可明显延长切割片的使用寿命,建议根据设备功率选择匹配的切割片规格。
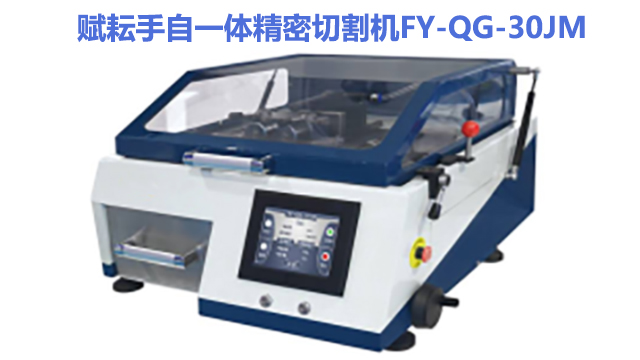
赋耘的切割机在金相制样领域表现出色。
首先,它具有极高的切割精度。经过设计和调校,能确保切割尺寸无误,切割面平整光滑。这对于金相分析至关重要,准确的切割可减少后续研磨、抛光的工作量,为准确观察材料微观组织奠定基础。
其次,适用材料广。无论是金属、非金属、陶瓷还是复合材料,赋耘切割机都能根据不同材料的特性,选择合适的切割参数和切割片,以达到较好切割效果。对于硬度高的金属材料,可选用金刚石切割片;面对脆性材料,则采用低速切割和冷却措施,防止材料破裂。
在安全性能方面,赋耘切割机配备完善的防护装置。防护罩能有效阻挡飞溅的碎屑,保护操作人员的眼睛和身体;急停按钮可在紧急情况下迅速停止设备运行,避免事故扩大。这些安全措施为操作人员提供了可靠保障。操作上也十分方便。其控制系统设计简洁易懂,操作界面友好,各种参数设置和调整便捷,即使是新手也能轻松上手。同时,设备维护保养简单,便于日常使用和管理。
赋耘切割机的切割效率高。具有较快的切割速度,能在短时间内完成试样切割,满足大量试样处理的需求,提高了工作效率。
总之,赋耘切割机以其高精度、适用性广、良好安全性、便捷操作和高效切割等特点,成为金相制样的得力工具。 矿石金相切割机选哪种?

金属切割片的制造工艺涉及材料配方与烧结技术的结合。目前主流产品多采用金刚石颗粒与金属结合剂的复合结构,通过调整结合剂比例可实现不同硬度材料的切割需求。切割片的厚度设计需综合考虑切割效率与材料损耗,过薄易导致断裂,过厚则会增加切割阻力。在实际应用中,切割片的线速度控制至关重要,过高的转速可能引发材料局部过热,影响金相组织完整性。部分切割片通过表面开槽设计,可有效提升排屑能力,降低切割过程中的堵塞风险。用户在使用时应定期检查切割片的磨损状态,及时更换以保证切割精度。操作界面简洁直观,新手可快速掌握使用方法,降低企业培训成本;国内金相切割机按需定制
金相切割机的维护保养。国内金相切割机按需定制
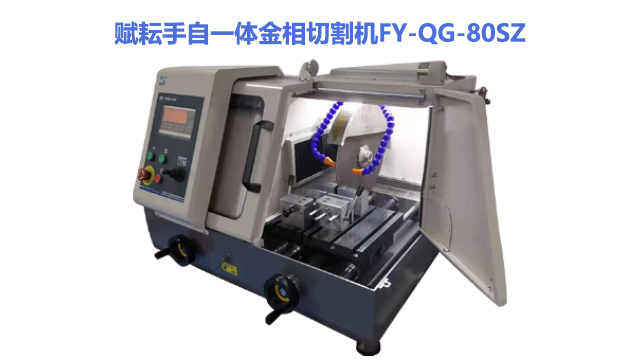
基本原理与构造
金相切割机主要是利用高速旋转的切割片对金相试样进行切割分离,其主要部件包括切割电机,通过电机带动切割片高速转动,产生足够的切割力。机体通常具备坚固的外壳,用以保障操作安全以及支撑内部的机械结构。还有切割工作平台,可放置待切割样品,并往往配备夹具,能将样品牢牢固定在合适位置,防止在切割过程中出现位移,影响切割精度和效果。此外,还设有可调节的进刀装置,操作人员能根据样品的材质、尺寸等因素合理控制切割速度和切割深度。 国内金相切割机按需定制
注意事项 安全操作:在使用金相切割机时,必须确保工件夹持平稳、牢靠,严禁在工件未夹紧的情况下开始切割。操作时必须佩戴防护眼镜和手套,严禁带手套操作,并远离易燃易爆物品。 砂轮片选择与维护:使用前应检查砂轮片是否有裂纹或破损,避免使用已有裂纹或破损的砂轮片。选择合适的砂轮片线速度,确保其线速度符合要求,避免使用线速度低于35公尺/秒的砂轮片。 冷却液的使用:切割过程中必须使用充足的冷却液,确保进/排水管畅通无阻,防止过热导致试样损坏或设备故障。冷却液的大小应调节至切割要求,以免溢出机外。 设备维护与保养:每次使用后应进行设备清洁和保养,清理工作区...
- 斯特尔金相切割机一般多少钱 2025-12-18
- 国内金相切割机按需定制 2025-12-17
- 国产金相切割机销售价格 2025-12-16
- 发展金相切割机货源充足 2025-12-16
- 国产金相切割机制品价格 2025-12-15
- 绿色金相切割机代理品牌 2025-12-15
- 浙江金相制样金相切割机怎么选择 2025-12-13
- 国内金相切割机大概价格 2025-12-13
- 常见金相切割机厂家现货 2025-12-12
- 现代金相切割机代理品牌 2025-12-11


- 本地附近金相切割机代理品牌 2025-12-09
- 实用金相切割机答疑解惑 2025-12-08
- 现代金相切割机哪里买 2025-12-08
- 特殊金相切割机答疑解惑 2025-12-07
- 创新金相切割机诚信合作 2025-12-07
- 金相切割机推荐货源 2025-12-06




- 内蒙古赋耘国产抛光液品牌排行榜 03-09
- 单晶抛光液有哪些规格 03-09
- 河北铝合金抛光液大概多少钱 03-09
- 天津氧化铝抛光液 03-09
- 山西带背胶醋酸抛光液哪家性价比高 03-09
- 重庆带背胶醋酸抛光液有哪些规格 03-09
- 四川带背胶真丝绒抛光液 03-09
- 山西轴承钢抛光液适合什么材料 03-08
- 重庆轴承钢抛光液怎么选 03-08
- 河南铝合金抛光液大概多少钱 03-08