- 品牌
- 四川川奥密封件有限公司
- 型号
- 齐全
激光刻槽加工动压槽的步骤:①端面动压槽( 螺旋槽 、 T 形槽等 )图形的计算机设计和绘制,一般情况下, 激光刻槽系统都会提供相关的软件或与其他软件的接口。②导入工件图形文件到激光打标机的打标软件中,检查图形文件是否导人正确;同时设计图形的填充率。③定位工件;因为动压槽需要同心,需要把激光刻槽机的中心与被刻槽的密封环的几何中心相重合。定位的方法可以采用试调的过程,即在模拟工件上,通过试刻槽的方法使两个中心相重合。④调整工艺参数,不同的激光刻槽机和刻槽密封环的材质不同时,所需要设定的参数也不尽相同,需要采用试打的方法才能刻出理想的动压槽深度和表面质量。⑤打标。⑥把打标后的工件进行研磨 、 抛光, 保证密封端面精度。⑦测量与检查, 可以釆用三维深度仪或三维放大影响设备测量和检测密封环的动压槽的刻槽质量。干气密封在核电站中的应用也越来越普遍,为核能安全提供了保障措施。集装式干气密封定制

干气密封运转的稳定性和可靠性取决于密封面气膜刚度大小,无论是工艺参数还是螺旋槽结构参数对密封性能的影响,都主要体现在对气膜刚度的影响,气膜刚度越大,密封稳定性越好。我公司在考虑气膜刚度的同时,也考虑了密封的泄漏量,即密封应具有较大的刚漏比。其物理意义是密封既具有较大的刚度又具有较小的泄漏量。只有具有较大刚漏比和较大气膜刚度的干气密封才能保证密封长周期、稳定、理想地运行。干气密封的密封面间形成的气膜具有一定的正刚度,保证了密封运转的稳定性。为了获得必要的流体动压效应,动压槽必须开在高压侧。贵州防水干气密封结构未来,随着科技不断进步,新型复合材料将在干气密闭领域发挥更大作用,提高性能表现。

激光刻槽法加工干气动压槽方法:激光刻槽加工动压槽的工作原理激光刻槽系统由主控箱 、激光电源 、 声光Q开关系统、XY振镜系统、光学系统、水冷系统、软件操作系统和工作台组成。由激光电源激励连续氪弧灯,发出的光经过聚光腔辐射到Nd: YAG激光晶体上, 再经过激光谐振腔共振后产生连续激光。该激光束通过声光Q开关调制后,变为近百千瓦的高峰值功率 、高重复频率的脉冲激光。该脉冲激光束经扩束后镜扩束后,顺序投射到X轴 、Y轴两只振镜扫描仪的反射镜上。振镜扫描仪在计算机控制下产生按程序编排的快速摆动,使激光束在平面X、Y 两维方向上进行扫描,再通过 “F-θ” 光学聚焦透镜组使激光束聚焦在加工物体的表面形成一个个微细的 、高能量密度的光斑。每一个高能量的激光脉冲瞬间就在物体表面烧蚀并且溅射出一个极细小的凹坑。经计算机控制的连续不断的这一过程,预先编排好的图形等内容就可以蚀刻在物体表面上。
泄漏监测单元:由G3 泄漏出的微量的介质和氮气经截止阀V4(防止主密封失效后工艺介质大量泄漏);经过压力表PI-12(监测主密封和辅助密封的使用情况);经过节流孔板R0-11(起节流作用,在干气密封的密封腔建立所需0.5MPa 的压力,同时对氮气耗量进行控制)。当主密封泄漏过大时,由于限流孔板的作用,干气密封腔压力上升,泄漏管线上的压力表指示上升,超过0.6MPa 时表明主密封失效。然后经过一个单向阀V5(防止火炬管网气体反窜)把主密封泄漏的微量介质随同氮气排向火炬。企业在采购时,应考虑到供应商的技术实力及售后服务能力,以保证长期稳定合作关系。

后置隔离密封失效,外侧密封被污染:机组设计后置隔离气密封系统目的为防止轴承箱润滑油进入,污染密封面。在使用过程中,可能会因为设计或操作方面的原因导致润滑油污染密封端面。例如:轴承腔排空不畅(呼吸帽过滤网堵塞)、气体设计流速低造成气量过小、迷宫齿数或间隙不合适、孔板设计过小、系统控制问题、氮气波动或供气中断、开停车操作顺序错误、误操作等等。为了避免开车误操作,一般设计后置隔离气压力低开机前禁止润滑油泵启动联锁,防止轴承箱润滑油污染干气密封。为了适应不同介质的特性,干气密封的材料选择非常关键,需考虑耐温、耐腐蚀等因素。北京双端面干气密封
在核能行业,干气密封不仅保障设备安全,还确保核反应堆内外部环境隔离良好。集装式干气密封定制
开槽的密封面,分为两个功能区,外区域和内区域,气体进入开槽的外区域这些槽将压缩进入的气体,在槽根部形成局部的高压区,使端面分开,并形成一定厚度的气膜,为了获得必要的泵送效应,动压槽必须开在高压侧。开槽的密封间隙内的压力增加对干气密封的工作是至关重要的,它将保证即使在轴向载荷较大的情况下,密封也能形成一个不被破坏的稳定气膜。密封的内区域(即坝区) 是平面的,靠它的节流作用而限制了泄量。密封工作时端面气膜形成的开启力与由弹簧和介质作用力形成的闭合力达到平衡,从而实现了非接触运转。干气密封的弹簧力是很小的。主要目的是当密封不受压或不工作时能确保密封的闭合,防止意外发生 。集装式干气密封定制

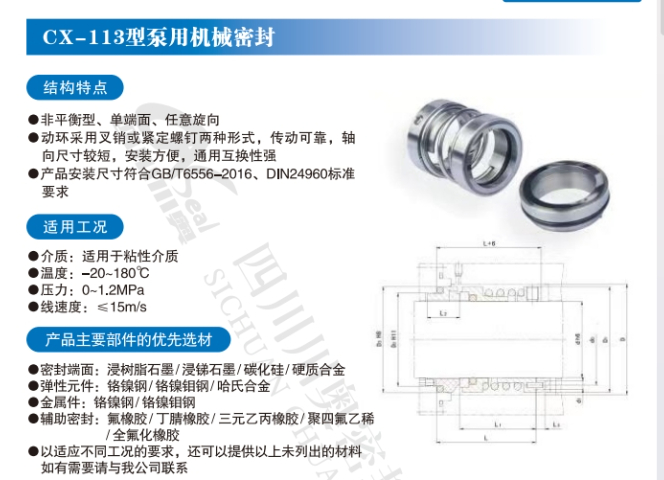
干气密封与一般机械密封的平衡型集装式结构一样,但端面设计有所不同,表面上有几微米至十几微米深的沟槽,端面宽度较宽。与一般润滑机械密封不同,干气密封在两个密封面上产生了一个稳定的气膜。这个气膜具有较强的刚度使两个密封端面完全分离,并保持一定的密封间隙,这个间隙不能太大,一般为几微米。密封间隙太大,会导致泄漏量增加,密封效果较差;而密封间隙较小,容易使两密封面发生接触,因为干气密封的摩擦热不能及时散失,端面接触无润滑,将很快引起密封变形、端面过度发热从而导致密封失效。这个气膜的存在,既有效地使端面分开又使相对运转的两端面得到了冷却,两个端面非接触,故摩擦、磨损较大程度上减小,使密封具有长寿命的特点...
- 防水干气密封厂家 2025-01-04
- 深圳干气密封类型 2025-01-04
- 湖南串联式干气密封结构 2025-01-04
- 重庆干气密封型号 2025-01-04
- 河南干气密封供应商 2025-01-03
- 湖北进口干气密封定制 2025-01-03
- 广东釜用干气密封厂家 2025-01-03
- 陕西波纹管干气密封 2025-01-03
- 甘肃耐油干气密封定制 2025-01-03
- 重庆进口干气密封价位 2025-01-03

- 北京压缩机干气密封尺寸 2025-01-02
- 深圳原装干气密封价位 2025-01-02
- 贵州进口干气密封制造 2025-01-01
- 集装式干气密封定制 2025-01-01
- 贵州防水干气密封厂商 2025-01-01
- 北京串联式干气密封厂家 2025-01-01


- 重庆不锈钢泵用机械密封标准 01-04
- 广西立式搅拌器机械密封行价 01-04
- 河南静止金属波纹管机械密封尺寸 01-04
- 防水干气密封厂家 01-04
- 陕西防尘釜用机械密封价格 01-04
- 深圳干气密封类型 01-04
- 北京单剖分式机械密封批发 01-04
- 山西金属波纹管机械密封工作原理 01-04
- 福建搪瓷釜用机械密封厂家直销 01-04
- 四川中型泵用机械密封怎么样 01-04