锻造是一种利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法,锻压(锻造与冲压)的两大组成部分之一。通过锻造能消除金属在冶炼过程中产生的铸态疏松等缺陷,优化微观组织结构,同时由于保存了完整的金属流线,锻件的机械性能一般优于同样材料的铸件。相关机械中负...
锻件基本参数
- 品牌
- 掌汛
- 材料材质
- 碳素钢,铜,合金钢,铝,铝合金,铜合金,钛合金,镁,钛,镁合金
- 工艺类型
- 模锻,镦粗,自由锻,挤压,辗环,精锻,辊锻
- 材料原始形态
- 棒料,铸锭,液态金属,金属粉末
- 变形温度
- 热锻,冷锻,温锻,等温锻压
- 表面处理
- 表面阳极氧化,喷油,电镀,粉末喷涂
- 加工贸易形式
- OEM加工,来图、来样加工,来料加工
锻件企业商机
机械加工:如果需要对锻件进行后续加工,如打孔、切割、磨平等,则需要采用机械加工的方式进行。机械加工能够精细地对工件进行加工,使其达到需要的尺寸和精度要求。检验:对加工完成的工件进行检验,确保其符合要求。常见的检验标准包括材料质量、加工精度和尺寸等方面。综上所述,锻件加工工艺流程非常繁琐复杂,需要经过多个环节进行加工和修整。只有掌握了合适的工艺和技术才能有效地将加工过程推向效益的方向,同时确保加工出的产品具备品质高和良好的性能。锻件具有良好的组织致密性,提高了材料的强度和韧性。扬州锻件批发

锻件的加工流程:一、原始资料准备;二、设计原则:1、锻件所设计的工艺规程应能保证机器的加工质量,达到客户提供的图样上规定的各项技术要求。2、应使工艺过程有较高的生产率,使环形锻件产品尽快交货。3、设法降低其制造成本。4、注意减轻工人的劳动强度,保证生产安全。三、步骤内容:1、分析研究不锈钢锻件的装配图。2、确定毛坯。3、拟定环形锻件生产工艺路线,选择定位基面。4、确定各工序所采用的设备。5、确定各工序所采用的刀具、夹具、量具和辅助工具。6、确定各主要工序的技术要求及检验方法。7、确定各工序的加工余量,计算工序尺寸和公差。8、确定切削用量。9、确定工时定额。按照上面的步骤加工,会提高锻件的质量和效率。福建汽车锻件非标定制锻件可以实现批量生产和大批量生产,满足不同规模的生产需求。

自由锻的设备:空气锤 结构简单,操作灵活,维修方便 但锤击力较小,水压机,水压机是在静压力下使坯料产生塑性变形,工作平稳,噪音小、工作条件好,产生较大压力,但设备庞大、结构复杂、价格昂贵。两种设备都无过载损坏问题,但若设备吨位选择过小,则锻件内部锻不透,且生产率低,反之,若设备吨位选择过大,则浪费人力财力。锻造设备的选择主要与变形面积、锻件材质和变形温度等因素有关。可用于墩粗 拔长 冲孔 扩孔 弯曲 错移等始锻温度的确定:在不出现过热、过烧等加热缺陷前提下,应尽量提高始锻温度,使金属具有良好的可锻性。始锻温度一般控制在固相线以下150-250℃。
主体轴线卧置于模膛成形,水平方向一维尺寸较长的直长轴类锻件。根据垂直主轴线的断面积的差别程度细分为3组。1组垂直主轴线的断面积差别不大(较大断面积与较小断面积之比<1.6,可不用其他设备制坯)的锻件。2组垂直主轴线的断面积差别较大(较大断面积与较小断面积之比>1.6,前方需要其他设备制坯)的锻件,如连杆等。3组端部(一端或两端)为叉形/枝丫形的锻件,除按以上两组确定是否需要制坯外,必须合理设计预锻工步,如套管叉等。第Ⅰ、Ⅱ类锻件一般为平面分模或对称曲面分模,非对称曲面分模增加了锻件的复杂程度。锻件可以通过模具设计,实现大批量生产,降低了成本和工时。

锻造T艺流程及锻件特点:锻件通过塑性变形塑造要求的形状或合适的压缩力的物件。通过使用铁或压力来实现。金属经过锻造加工后能改善其组织结构和力学性能,锻造加工能保证金属纤维组织的连续性,使锻件的纤维组织与锻件外形保持一致,金属流线完整,可保证零件具有良好的力学性能与长的使用寿命。热模锻的T艺流程为: 锻还下料;锻坏加热;辊锻备坏;模锻成形;切边;冲孔;矫下;中间检验,检验锻件的尺寸和表面缺陷;锻件热处,用以消除锻造应力,改养金属切削性能; 清,主要是去除表面氧化皮:矫止:检查,锻件要经过外观和硬度检查,还要经过化学成分分析、机械性能、残余应力等检验和无损探伤。锻件可以用于汽车、航空航天和能源等领域。扬州锻件批发
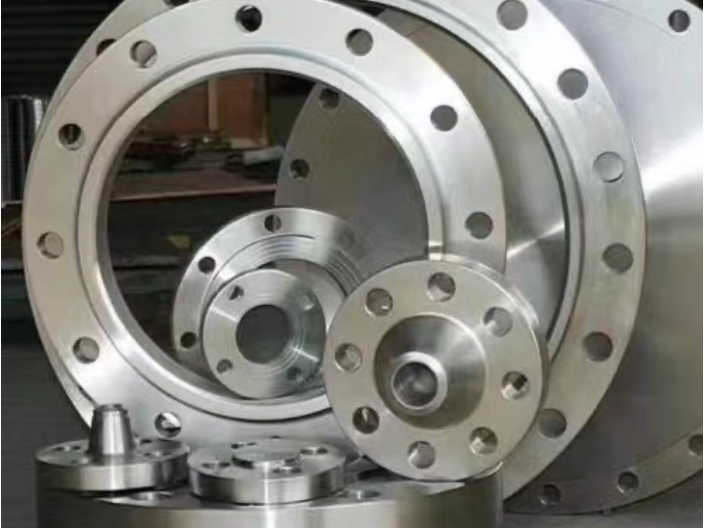
锻件是通过金属材料的锻造工艺制成的零件。扬州锻件批发
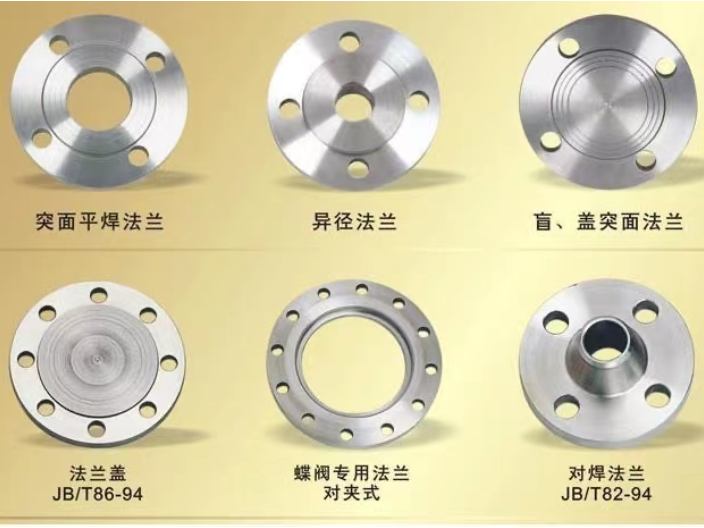
锻件类型:头一、二类锻件一般为平面分模或对称曲面分模,非对称曲面分模增加了锻件的复杂程度。第三类:主体轴线曲折,卧置于模膛成形的锻件。根据主体轴线走向细分为3组。1.组主体轴线在铅垂面内弯曲(分模面为起伏平缓的曲面或带落差),但平面图为直长轴形(类似第二类),一般无须设计专门的弯曲工步即可成形的锻件。2.组主体轴线在水平面内弯曲(分模面一般为平面),必须安排弯曲工步才能成形的锻件。3.组主体轴线为空间弯曲(非对称曲面分模)的锻件。还有兼备两类或三类结构特征,复杂程度更高的锻件,如多数汽车转向节锻件。扬州锻件批发
与锻件相关的文章



与锻件相关的新闻
-
福建铝锻件厂家定制 2024-12-25 09:14:13锻造可以利用对金属坯料施加压力,使其产生塑形变形,改变其机械性能。通过锻造可消除金属的疏松。孔洞,使锻件的机械性能得以提高。 [2]锻件具有以下用途:①一般工业用锻件,是指机床制造业、农用机械、农具制造和轴承工业等民用工业。②水轮发电机用锻件,像主轴和中间轴等。③火电站用锻件,像转子、叶轮、护环主轴...
-
上海模锻件定制价格 2024-12-25 12:07:04锻造的工艺流程:酸洗:按酸洗通用工艺规程进行;热处理:按热处理工艺规程淬火;1、下料:采用砂轮切割机下料,车端面,倒圆角;2、加热:采用电炉加热,炉温(450±10)℃,加热保温时间136min;3、模锻:模锻设备为6300kn摩擦压力机,先在锻模的镦粗台上将坯料压扁为所要厚度,再在型槽内平放料进行...
-
福建毛坯锻件价位 2024-12-25 11:06:48锻件是什么?锻件是属于建材行业的,用途比较普遍,从概念来看:锻件就是金属被施加压力,通过塑性变形塑造要求的形状或合适的压缩力的物件。锻件在制造的过程中是使用铁锤或是压力这样的力量来实现。并且在铸件的过程中,改变了金属的颗粒结构和物理属性。锻件的特点?1,规格要求严格,锻件的每片都需要一致,不会有瑕疵...
-
安徽钛锻件非标定制 2024-12-25 19:06:46锻造可以利用对金属坯料施加压力,使其产生塑形变形,改变其机械性能。通过锻造可消除金属的疏松。孔洞,使锻件的机械性能得以提高。 [2]锻件具有以下用途:①一般工业用锻件,是指机床制造业、农用机械、农具制造和轴承工业等民用工业。②水轮发电机用锻件,像主轴和中间轴等。③火电站用锻件,像转子、叶轮、护环主轴...
与锻件相关的问题