汽车制造业对涂层厚度的严苛要求,使秒速非接触膜厚仪成为车身质量控制的利器。从电泳底漆到面漆,涂层需均匀覆盖金属或复合材料基底,厚度偏差超过5μm就会影响防腐性或外观。传统磁性测厚仪需贴合表面,易划伤新车漆;而该仪器通过激光测距或X射线荧光技术,隔空0.5秒内完成测量,全程无接触。例如,在特斯拉超级工厂,它集成于喷涂机器人末端,实时扫描车门曲面,确保每处厚度在35±2μm标准内,数据即时上传云端平台。其“秒速”优势明显:单台设备可同步监测多条产线,每小时检测200+台车身,效率较人工抽检提升20倍。非接触特性还解决了曲面测量难题——传统方法在弧形区域误差大,而仪器通过3D建模补偿几何畸变,精度达±0.1μm。在环保压力下,水性漆普及导致涂层更薄(20-30μm),该设备的高灵敏度避免了过喷浪费,每年为车企节省涂料成本超百万元。用户反馈显示,在宝马生产线中,它将返工率从8%降至2%,并支持绿色认证:无放射性源(如XRF版本经优化为低剂量),符合ISO 14001标准。未来,结合AR技术,操作员可视觉化厚度热力图,实现“零缺陷”喷涂,重塑汽车制造的质量生态。可识别涂层不均、缺层或过厚缺陷。产线膜厚仪总代

随着工业4.0推进,非接触式膜厚仪正向自动化、智能化方向发展。现代设备普遍支持RS485、EtherNet/IP、Profibus等工业通信协议,可无缝接入MES、SCADA系统,实现数据集中管理。部分系统配备AI算法,自动识别异常趋势,预测设备故障或工艺偏差。机器人集成应用日益频繁,如六轴机械臂搭载测厚探头,实现复杂曲面自动扫描。软件平台支持SPC分析、趋势图、报警推送等功能,完善提升质量管理水平。让企业的产品更加精益求精,明显提升品质。产线膜厚仪总代微光斑型号可测直径小于1mm的区域。

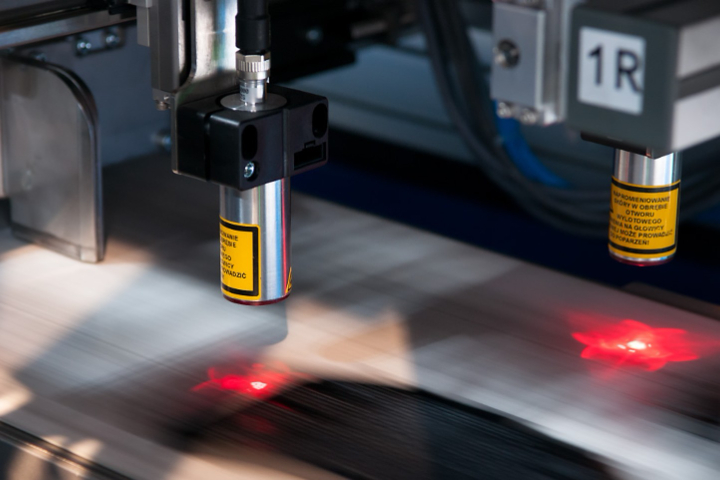
在汽车制造中,车身漆膜的厚度直接影响外观质量、防腐性能和客户满意度。非接触式膜厚仪被频繁应用于电泳漆、中涂漆和面漆的厚度检测。传统接触式测厚仪可能划伤高光泽漆面,而非接触式仪器(如基于磁感应或涡流原理)可在不损伤漆层的情况下快速获取数据。一些高级系统甚至可集成于自动化喷涂生产线,实现每辆车的全车多点自动扫描,生成三维膜厚分布图。通过设定上下限公差,系统可自动报警或反馈至喷涂机器人调整喷枪参数,确保漆膜均匀、符合工艺标准。这对于高级车型的颜色一致性与耐候性控制尤为重要。
尽管非接触式膜厚仪初期投入较高(从数万元到数百万元不等),但其长期经济效益明显。通过实现在线实时监控,可大幅降低废品率、返工成本和材料浪费。例如,在涂布生产中,每减少1%的厚度超差,即可节省大量昂贵浆料;在镀膜工艺中,精细控制可避免过镀导致的资源浪费。此外,自动化检测替代人工抽检,提高检测覆盖率,提升产品质量一致性,增强客户满意度与品牌信誉。综合来看,投资一台高性能非接触测厚仪通常可在1–3年内收回成本,是提升企业竞争力的关键举措。无需破坏样品,适合成品抽检。

航空航天领域对轻量化材料的严苛要求,使秒速非接触膜厚仪成为飞行安全的“隐形哨兵”。飞机引擎热障涂层(TBCs)需在1200℃下工作,厚度公差±5μm,传统接触式测量会破坏陶瓷层结构;而该仪器采用激光诱导击穿光谱(LIBS)技术,隔空0.6秒完成高温表面扫描,无接触避免热应力损伤。例如,GE航空在LEAP发动机叶片产线中,它实时监测氧化钇稳定氧化锆涂层,精度达±0.3μm,将热循环寿命预测误差从15%压缩至3%,单台引擎年维护成本降低120万元。其优势在于极端环境适应性:-50℃至800℃宽温域工作,IP68防护等级抵御燃油蒸汽腐蚀,某波音787产线案例中,设备在振动频率50Hz的车间连续运行3万小时零故障。速度方面,复合材料蒙皮检测从每点5秒缩至0.4秒,一架客机涂层检测时间从8小时减至1.5小时,提升交付效率。技术突破点在于动态补偿算法——通过陀螺仪实时校正机身曲面变形,确保弧形区域测量误差<0.5%。用户实证显示,空客A350项目应用后,涂层脱落事故归零,适航认证周期缩短20%。更深层价值在于支持新材料研发:测量碳纤维预浸料树脂含量时,0.2秒内输出厚度与固化度关联数据,加速热塑性复合材料应用。适用于研发、质检与生产工艺控制环节。产线膜厚仪总代
支持镀铝膜、阻隔膜等包装材料测量。产线膜厚仪总代
现代非接触式膜厚仪不只提供测量结果,还需具备强大的数据管理与系统集成能力。设备通常支持USB、RS232、Ethernet、Wi-Fi等多种接口,可将原始光谱、厚度值、统计报表等数据导出为CSV、Excel、PDF或XML格式,便于后续分析。更重要的是,仪器应能接入工厂MES(制造执行系统)、SPC(统计过程控制)平台或LIMS(实验室信息管理系统),实现数据自动上传、批次追溯、报警联动和远程监控。部分高级型号支持OPCUA协议,确保与PLC、SCADA系统的无缝对接,助力智能制造升级。产线膜厚仪总代