AI工艺决策系统自动优化加工参数,新品开发周期缩短35%,同时通过数字化管控,实现产品全生命周期追溯,提升质量管控效率。绿色化发展方面,环保政策趋严推动行业淘汰高污染表面处理工艺,普及无氰电镀、水性涂层等环保技术,提升再生金属回收利用率,将银、铜等贵金属回收纯度提升至99.5%以上,构建低碳生产体系...
五金加工件基本参数
- 品牌
- 金力丰
- 型号
- 齐全
五金加工件企业商机
新能源五金加工将呈现四大发展趋势:一是精度化,加工精度向亚微米级延伸,适配新能源产品小型化、集成化需求;二是材料复合化,铜铝复合、碳纤维增强金属基复合材料逐步应用,兼顾轻量化与高性能;三是工艺集成化,冲压、切削、焊接、表面处理多工艺一体化,提升生产效率与部件可靠性;四是制造绿色化,环保材料、节能工艺、循环生产技术普及,契合双碳目标要求。新能源五金加工作为新能源产业链的 “基石”,正从传统制造向精密化、智能化、绿色化加速转型,其技术创新与工艺升级将持续赋能新能源产业高质量发展,为新能源产品性能提升、成本优化与安全保障提供坚实支撑。新能源设备配套五金加工件,精度高、材质优,适配行业新标准。江苏继电器衔五金加工件套件

高压端子五金件在冲压、折弯等加工过程中会产生内应力,若不及时消除,易导致产品后续变形、开裂或接触不良,尤其在高压、振动、高温工况下,内应力释放会加剧尺寸漂移,影响电气连接可靠性,因此热处理与内应力控制是加工过程中不可或缺的关键环节。常用热处理工艺为真空退火,针对铜合金端子,退火温度控制在 250-350℃,保温 1-2 小时后随炉缓慢冷却,可有效消除冲压、折弯产生的内应力,细化晶粒结构,提升材料韧性与弹性稳定性,避免长期使用后出现应力松弛;磷青铜等弹性材料需采用时效硬化处理,在 150-200℃下保温 3-5 小时,提升材料硬度与弹性模量,确保端子插拔后接触压力稳定。福建继电器外壳五金加工件工厂精密加工五金件加工结构设计合理,安装便捷,无需二次打磨修整。

精密五金件加工工艺体系庞大,涵盖切削、冲压、车铣、磨削、电加工、表面处理等环节,不同工艺协同实现复杂结构、高精度要求的零件成型。CNC数控加工是当前主流技术,通过CAD/CAM软件将三维图纸转化为数控指令,控制主轴转速、进给速度、刀具路径,三轴、四轴、五轴联动设备可完成异形曲面、多孔腔体、微型传动组件的高效加工,常规精度可达±0.005mm—±0.01mm,超精密加工实现亚微米级标准。精密冲压工艺适配批量生产需求,高速连续模冲压线产能达200万件/月,通过优化排料设计将板材利用率从70%提升至95%,单件成本降低40%,广泛应用于电子接插件、汽车卡扣、继电器触点等标准化零件。磨削与电加工(电火花、线切割)则攻克高硬度、复杂结构加工难题,电火花加工可实现硬质合金、淬火钢的微细成型,线切割精度达±0.002mm,适配模具镶件、微型齿轮等关键部件。
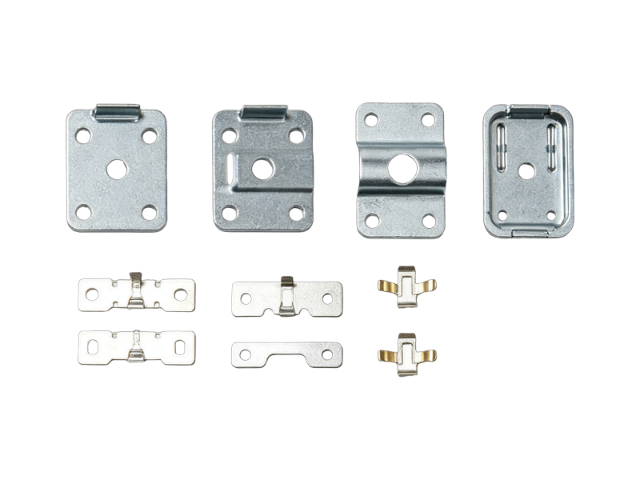
继电器作为电气控制领域的基础元件,其性能稳定性、使用寿命与安全可靠性,直接取决于五金件的加工精度与品质。继电器五金件加工贯穿原材料选型、精密成型、表面处理、装配检测等全流程,涵盖触点、弹片、铁芯、线圈骨架、外壳等部件,广泛应用于新能源汽车、智能家居、工业控制、电力系统、消费电子等多个领域。随着下业向智能化、小型化、高可靠性方向升级,继电器五金件加工正从传统粗放制造向精密化、标准化、定制化转型,逐步突破微小尺寸加工、耐磨耐蚀等技术瓶颈,成为支撑继电器产业高质量发展的环节,同时助力电气控制领域的节能化、智能化升级。五金加工件做工细腻,安装便捷,无需二次修整。
原材料检测环节,对入库铜合金、不锈钢等材料进行光谱成分分析、硬度测试、导电率检测与超声波探伤,杜绝成分不达标、硬度异常、内部裂纹或导电率不足的原材料投入生产。加工过程检测落实 “三检制”,首件检验由质检人员对首件产品进行全尺寸检测、外观检查、毛刺测量与接触电阻测试,确认合格后方可批量生产;过程巡检每 2 小时开展一次,重点抽检关键尺寸、成型质量、表面缺陷,及时发现并解决工艺异常;末件比对将末件与首件、标准件对比,验证批量生产一致性。成品检测为出厂前一道关卡,需进行全维度性能测试:尺寸精度用三坐标测量仪、光学投影仪检测,确保公差符合图纸;电气性能测试接触电阻(≤5mΩ)、绝缘电阻(≥100MΩ)与工频耐压(5000VAC/1min 无击穿、闪络);机械性能测试插拔力、抗拉强度与振动耐受性(5-2000Hz、20g 加速度下无松动);耐腐蚀性能通过盐雾试验(480 小时以上)验证。同时建立产品追溯体系,每批产品记录原材料批次、加工设备、工艺参数、检测数据,实现全流程可追溯,若出现质量问题可快速定位原因、整改。精密加工五金件加工一站式服务,从设计打样到量产交付全程省心。湖南继电器端子五金加工件来样定做
精密五金加工件公差控制严格,满足高精度设备装配需求。江苏继电器衔五金加工件套件
高压端子、连接铜排表面镀银、镀金,镀层厚度控制在 0.1-0.5μm,提升导电性能与抗电弧性;铝合金部件采用阳极氧化处理,形成致密氧化膜,增强耐候性与绝缘性;户外部件采用锌铝镁镀层或钝化处理,盐雾测试达 500 小时以上,适配恶劣工况。绝缘涂层应用于高压系统部件,提升电气安全性,满足新能源汽车高压平台(200-800V)安全标准。精密装配依托自动化设备,控制装配间隙在 0.01-0.03mm,自动化装配率达 75% 以上,避免装配偏差导致的触点接触不良、部件松动等问题。增材制造(3D 打印)逐步从原型开发走向批量生产,金属粉末床熔融技术实现复杂内流道散热器、异形结构件一体化成型,减少焊接工序,提升部件整体性与散热效率,适配小批量、定制化复杂部件生产需求。江苏继电器衔五金加工件套件
深圳市金力丰五金制造有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的五金、工具中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,深圳市金力丰五金制造供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!
与五金加工件相关的文章
福建高压端子 五金加工件
- 上海五金加工件公司 2026-05-25
- 河南新能源精密五金加工件来样定做 2026-05-25
- 山东继电器精密五金加工件组件 2026-05-25
- 山东继电器屏蔽罩五金加工件来样定做 2026-05-25
- 湖南电池连接片 五金加工件加工厂家 2026-05-25
- 浙江继电器固定支架五金加工件加工厂家 2026-05-25
- 江苏继电器银触点五金加工件套件 2026-05-25
- 上海继电器轭铁五金加工件源头厂家 2026-05-25
- 广东继电器银触点五金加工件批发厂家 2026-05-25
- 福建锂电池壳盖五金加工件 2026-05-25
- 浙江锂电池冲压件五金加工件来图定制 2026-05-25
- 湖北继电器衔五金加工件配件 2026-05-25
与五金加工件相关的产品
与五金加工件相关的新闻
-
江西新能源汽车五金加工件组件 2026-05-25 21:14:24复杂结构端子采用分步成型工艺,逐步释放材料内应力,减少回弹现象。冲压过程中需严格控制毛刺,高压端子接触面毛刺高度不得超过 0.02mm,否则会导致电场集中、引发高压电弧,需通过优化模具刃口间隙、采用精整工位或激光去毛刺工艺,确保表面光滑平整。同时落实首件检验、过程巡检与末件比对制度,首件需进行全尺寸...
-
锂电池冲压件五金加工件定制厂家 2026-05-25 21:14:26市场需求持续攀升。工业设备领域,温控器五金件用于机床、变频器、锅炉等设备,需具备耐高温、耐磨损、抗腐蚀性能,适配工业现场的恶劣工况(高温、潮湿、粉尘),外壳采用不锈钢材质,触点采用银基合金,确保设备稳定运行。暖通空调领域,温控器五金件用于中央空调、地暖系统,侧重导热性与稳定性,导热片采用高导热材质,...
-
江苏继电器衔五金加工件套件 2026-05-25 20:14:00新能源五金加工将呈现四大发展趋势:一是精度化,加工精度向亚微米级延伸,适配新能源产品小型化、集成化需求;二是材料复合化,铜铝复合、碳纤维增强金属基复合材料逐步应用,兼顾轻量化与高性能;三是工艺集成化,冲压、切削、焊接、表面处理多工艺一体化,提升生产效率与部件可靠性;四是制造绿色化,环保材料、节能工艺...
-
上海继电器静簧片五金加工件研发厂家 2026-05-25 21:14:24原材料检测环节,对入库铜合金、不锈钢等材料进行光谱成分分析、硬度测试、导电率检测与超声波探伤,杜绝成分不达标、硬度异常、内部裂纹或导电率不足的原材料投入生产。加工过程检测落实 “三检制”,首件检验由质检人员对首件产品进行全尺寸检测、外观检查、毛刺测量与接触电阻测试,确认合格后方可批量生产;过程巡检每...
与五金加工件相关的问题
新闻资讯
产品推荐
-

浙江锂电池冲压件五金加工件来图定制
2026-05-25 -

湖北继电器衔五金加工件配件
2026-05-25 -
安徽五金加工件源头厂家
2026-05-25 -

江西继电器外壳五金加工件来样定做
2026-05-25 -
上海继电器动簧片五金加工件源头厂家
2026-05-25 -

河南锂电池冲压件五金加工件套件
2026-05-25 -
江西新能源汽车五金加工件组件
2026-05-25 -
锂电池冲压件五金加工件定制厂家
2026-05-25 -
江苏继电器衔五金加工件套件
2026-05-25