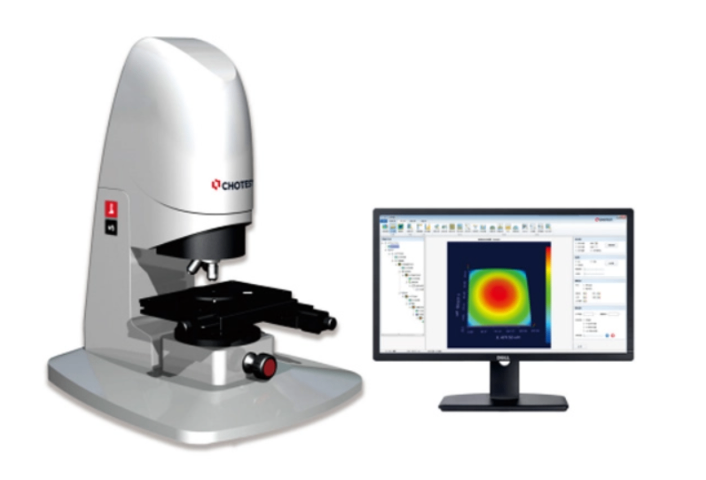
影像测量仪的工作原理基于光学成像与数字图像处理技术的深度结合。测量过程始于物体的精确放置:工件固定在精密运动平台上,通过可调光源(如环形LED或同轴光)均匀照明,消除阴影干扰。随后,高倍率镜头捕捉清晰图像,并传输至图像处理系统。软件核心算法(如亚像素边缘检测、轮廓拟合)自动识别物体边界、孔位或特征点,将像素坐标转换为实际物理尺寸。例如,在测量电路板焊点时,系统能快速计算直径、间距及共面性,误差控制在±1μm内。整个流程高度自动化:用户设定测量参数后,设备可编程执行多点扫描,支持批量处理数百个工件。运动平台(通常为伺服电机驱动)实现X、Y、Z轴精细移动,确保全域覆盖。数据输出形式多样,包括报表、SPC统计图表或3D模型,便于集成到MES或ERP系统。关键优势在于其非接触特性——避免了对软性材料(如硅胶密封圈)的形变影响,同时高速成像(每秒数十帧)大幅缩短检测时间。相比手动测量,效率提升5-10倍,且能处理传统方法难以触及的微细结构(如0.1mm以下的微孔)。这一原理使影像测量仪成为高精度制造中不可或缺的“眼睛”,持续推动工业检测的标准化与智能化。Class 1洁净室,振动隔离至0.1μm。上海影像测量仪维修

3D打印技术的爆发式增长使影像测量仪面临新挑战:复杂曲面、多孔结构和表面纹理的精确量化。传统测量工具难以处理拓扑优化后的轻量化支架(如晶格结构),而影像测量仪通过多视角合成技术解决此难题。设备搭载旋转平台和倾斜镜头,自动采集工件360°图像,软件利用点云算法重建三维模型,精度达±3μm。例如,在金属3D打印航空零件检测中,它能分析悬臂结构的层间融合缺陷、支撑残留及表面粗糙度Ra值,避免人工显微镜检查的主观误差。关键创新在于光源优化——针对高反光金属粉末(如钛合金),采用漫射环形光消除热点;而透明树脂件则启用透射背光,清晰呈现0.1mm微孔连通性。某骨科植入物制造商反馈,使用该方案后,定制化髋臼杯的合格率从78%提升至96%。软件层面,集成增材制造模块:自动识别打印层纹、计算孔隙率分布,并输出热处理建议。挑战包括测量速度——大型工件需数小时扫描,现通过AI预判关键区域,聚焦检测时间缩短60%;此外,粉末残留物易干扰成像,解决方案是内置气流清洁系统。随着生物3D打印发展,设备正扩展至水凝胶支架测量,通过荧光标记技术追踪细胞生长形变。这些进步不只推动打印工艺迭代,更使影像测量仪成为增材制造质量闭环的重要枢纽。上海精密影像测量仪销售长度、角度、圆度、位置度、粗糙度等2D/3D几何特征。

影像测量仪市场呈现鲜明的区域特性,驱动厂商实施精细本土化。欧美市场(占全球45%)追求精度:德国汽车业要求±0.5μm重复性,设备标配激光校准与ISO17025认证;而美国FDA强制医疗测量数据加密,推动AES-256成为标配。亚洲市场分化明显:日本企业偏爱紧凑型设备(如KeyenceIM系列),强调操作简便性;中国新能源行业爆发催生高性价比需求——国产设备(如天准科技)以15万元价位覆盖电池极片检测,精度达±1.5μm。新兴市场策略各异:东南亚工厂侧重防尘设计(IP54等级),适应热带高湿环境;中东石油设备检测需耐高温(50℃持续运行)。本土化不只是硬件调整:软件界面适配多语言(含阿拉伯语右向排版),而印度市场定制本地计量单位转换模块。服务模式创新更关键——中国推行“设备即服务”(DaaS),按检测量收费,降低中小企业门槛;巴西提供葡萄牙语远程培训中心。某跨国厂商数据显示,区域化策略使新兴市场渗透率3年提升27%。挑战在于标准碎片化:欧盟CE认证与北美UL标准,需双体系设计。未来趋势是“全球架构+本地插件”——基础平台统一,通过软件模块适配区域需求。
AR技术正将影像测量仪从“屏幕操作”升级为“空间交互”体验。重点方案是通过HoloLens2或MagicLeap等设备,将测量数据叠加至真实工件——操作员佩戴AR眼镜后,视野中实时显示虚拟标尺、公差带及缺陷热力图。例如,在检测航空叶片时,系统用红色半透明区域标出超差的前缘曲率,叠加箭头指引较优修磨路径,使返工效率提升40%。技术实现依赖SLAM(即时定位与地图构建):设备先扫描工件生成点云,AR系统通过特征匹配精确定位虚拟元素,注册误差<0.1mm。创新应用包括:远程协作——现场人员共享AR视角,用手势标注问题区域;AI辅助教学——新手操作时,AR弹出步骤提示并纠正错误手法。某波音维修中心案例显示,AR引导使新技师培训周期从6周缩至10天。挑战在于工业环境适配:强光下需高亮度投影模块,而油污环境要求眼镜IP54防护等级。软件层面,Unity引擎开发轻量化应用,确保5ms内数据刷新。成本方面,AR套件增加设备总价15%,但减少80%图纸查阅时间。未来将融合数字孪生——设备实时数据驱动虚拟模型更新,实现“所见即所得”的预测性维护。这种沉浸式交互不只降低技术门槛,更重构人机关系,使影像测量仪从工具进化为“智能导师”,在工业5.0时代定义人机协同新范式。从主要需求切入,避免功能过剩,考虑二手设备。
多传感器融合是影像测量仪突破单一技术瓶颈的关键,通过整合光学、激光、触觉等数据源实现全维度测量。典型架构:主传感器为高分辨率相机(负责2D轮廓),辅以激光三角测头(获取Z轴高度)、白光干涉仪(纳米级粗糙度)及力反馈探针(软材料形变补偿)。例如,在手机摄像头模组检测中,相机测量Lens直径,激光扫描VCM马达平面度,干涉仪分析镀膜均匀性,数据融合后输出综合质量指数。算法重点是卡尔曼滤波——动态加权各传感器置信度,某案例显示重复性误差从±1.5μm降至±0.3μm。挑战在于时空对准:不同传感器坐标系需标定统一,采用棋盘格靶标自动校准;而数据同步依赖硬件触发信号(精度±1μs)。软件平台(如HALCON)提供融合开发环境,用户可自定义逻辑。新兴趋势是AI驱动融合——神经网络学习传感器互补规律,如用光学图像预测激光扫描盲区。在半导体领域,融合设备实现TSV深度与直径同步测量,避免多次装夹误差。成本方面,模块化设计允许按需选配,避免功能过剩。某研究机构测试表明,三传感器融合使复杂工件测量时间减半。随着MEMS传感器微型化,未来将集成更多源(如热成像),构建“测量元宇宙”。毫秒级响应,1000fps相机实时缺陷识别。高分辨率影像测量仪维修
高级设备可达±0.5μm,普通设备约±1-3μm。上海影像测量仪维修
表面粗糙度(Ra/Rz)传统依赖接触式轮廓仪,易划伤工件且慢,影像测量仪正以光学方案颠覆此领域。主要技术是聚焦变化法(FocusVariation):Z轴精密移动中连续拍摄,软件分析每像素较佳焦点位置,重建3D形貌。例如,注塑模具型腔的Ra值测量,设备10秒内输出0.01-10μm范围数据,精度±5%,避免触针磨损导致的误差累积。创新点包括:多光源融合——环形光测宏观纹理,同轴光捕获微观细节;AI去噪算法滤除环境振动干扰;而相位偏移技术将垂直分辨率提至0.01μm。某医疗器械厂用于膝关节假体检测,确保Ra<0.1μm以减少组织磨损,合格率提升25%。挑战在于高反光表面:镜面金属需偏振滤镜抑制眩光;透明件则用干涉白光,通过光谱分析计算高度差。软件突破是实时SPC监控——当注塑机温度波动导致Ra超差,即时预警调机。新兴应用在增材制造:分析3D打印件层纹深度,指导后处理工艺。相比传统方法,光学方案速度提高20倍,且无损检测适用于软材料(如硅胶密封圈)。标准化进程加速:ISO25178-63已纳入光学测量规范。随着纳米技术发展,设备正向原子级粗糙度延伸,为超精密制造提供“视觉触觉”,重新定义表面质量评价体系。上海影像测量仪维修