- 品牌
- 诚之旺
- 型号
- 0.01-8.0
- 尺寸
- 0.08-0.9
- 重量
- 1T
- 产地
- 无锡
- 可售卖地
- 全国
- 材质
- 304
- 配送方式
- 物流专车
在现代工业的精密制造体系中,不锈钢钢带以其轻薄坚韧、尺寸精细、性能稳定的独特优势,成为贯穿电子信息、汽车制造、医疗器械、食品包装等众多**领域的关键基础材料。从智能手机的微型弹片,到新能源汽车的电池极耳,再到医用注射器的针管基材,不锈钢钢带的身影隐匿于无数精密构件之中,如同“工业筋骨”般支撑着产品的重心功能。与传统不锈钢板材相比,不锈钢钢带更强调连续化生产的稳定性、极薄规格的加工精度以及特定场景的定制化性能,其技术水平直接反映一个国家精密制造产业的发展高度。耐高温不锈钢钢带在炉具配件中表现优异,长期接触高温仍保持稳定性能。特殊钢不锈钢钢带加工性能
热轧工序是将钢水转化为钢带坯料的关键环节,主要用于生产热轧钢带或为冷轧提供原料。冶炼合格的钢水经连铸机铸成厚度150-250mm的板坯,板坯首先进入加热炉加热至1150-1250℃(奥氏体不锈钢的再结晶温度区间),使晶粒均匀细化,提高塑性。加热后的板坯送入热轧机进行多道次轧制,通过控制轧制温度(终轧温度≥950℃)、轧制速度和压下量,将板坯轧制成厚度1.2-3mm、宽度1000-2000mm的热轧钢带。轧制完成后,钢带经层流冷却系统快速冷却至室温,以控制组织性能,随后进行卷取、矫直、切边等处理。热轧钢带的表面需经过酸洗处理,去除轧制过程中形成的氧化皮,为后续冷轧工序做准备。对于直接应用的热轧钢带,还需进行表面钝化处理,增强耐腐蚀性。北京高温材料不锈钢钢带报价起浮不锈钢钢带的深冲性能决定其能否制成复杂造型的水槽和洗涤槽制品。

其次,**产品供给不足,虽然我国不锈钢钢带产业规模庞大,但在航空航天、核电、深海探测等**领域,部分高性能、高精度产品仍依赖进口,重心技术和关键工艺与国际先进水平存在差距,制约了产业的**化发展。此外,环保压力持续加大,随着环保标准的不断提升,企业在环保设施投入、污染物排放控制等方面的压力不断增加,需要持续加大环保技术研发和设备升级投入,增加了企业的运营成本。同时,国际竞争日益激烈,国外不锈钢钢带企业凭借技术优势和品牌影响力,在**市场占据主导地位,我国企业面临着技术壁垒和品牌竞争的双重压力。面对机遇与挑战,不锈钢钢带产业需从多方面发力破局。
不锈钢钢带是将不锈钢坯料经过多道精密轧制工序加工而成的带状金属材料,其重心价值源于不锈钢本身独特的合金成分与科学的加工工艺。从形态上看,它以连续的带状形态存在,厚度通常在0.02-4.0mm之间,宽度可根据应用场景灵活定制,既具备金属材料的刚性,又拥有带状结构的延展性,完美适配连续化、规模化的工业生产需求。不锈钢钢带的性能优势,根植于其科学的合金配方。铬元素的加入是不锈钢具备耐腐蚀性的关键,当铬含量达到10.5%以上时,钢材表面会形成一层致密的氧化铬保护膜,这层膜如同天然屏障,能有效隔绝空气、水分及各类腐蚀性介质,即便在潮湿、酸碱等恶劣环境中,也能抵御锈蚀,大幅延长使用寿命。不锈钢钢带是新能源电池连接片和锂电池封装的关键材料之一。

不锈钢钢带的生产过程,是一场融合了材料科学、机械工程与自动化技术的精密协作,每一个环节的精细把控,都直接决定了较终产品的品质。整个制造流程环环相扣,从原料甄选到成品交付,每一步都彰显着工业制造的严谨与匠心。原料的严格筛选是品质的起点。生产不锈钢钢带的重心原料是质优不锈钢连铸坯,其成分必须精细匹配目标钢种的要求,铬、镍、钼等合金元素的含量误差需控制在极小范围内。原料入厂后,需经过光谱分析、力学性能检测等多道检验工序,确保成分合格、内部无气孔、夹杂等缺陷,从源头杜绝质量隐患。冶炼与精炼环节是赋予原料重心性能的关键。无磁不锈钢钢带因低磁性干扰,被应用于医疗设备和实验室仪器的重心部件。内蒙古航空材料不锈钢钢带加工性能
不锈钢钢带是一种以不锈钢为原料,经过冷轧或热轧工艺制成的带状钢材。特殊钢不锈钢钢带加工性能
生产高质量的不锈钢钢带始于质优的原材料选取。一般会选用符合标准的不锈钢废钢为主要原料,这些废钢来源普遍,经过严格的筛选、分类后,去除其中的杂质和非金属夹杂物。为确保化学成分的稳定性,还会添加适量的合金添加剂,如铬铁合金、镍板等。所有原料在入炉前都要进行精确计量,以保证较终产品的一致性。此外,部分厂家也会采用直接还原铁粉作为补充原料,这种方法生产的海绵铁纯度较高,有利于提升产品质量。电炉初炼过程控制:将配好的原料装入电弧炉中,利用电极产生的高温电弧使炉料熔化。在此过程中,需密切关注温度变化曲线,合理调整供电制度,避免局部过热导致的元素烧损或增碳现象发生。同时,适时加入适量的造渣材料,如石灰石、萤石等,促进杂质元素的脱除,净化钢液。出钢时要注意挡渣操作,防止回磷等问题出现。特殊钢不锈钢钢带加工性能
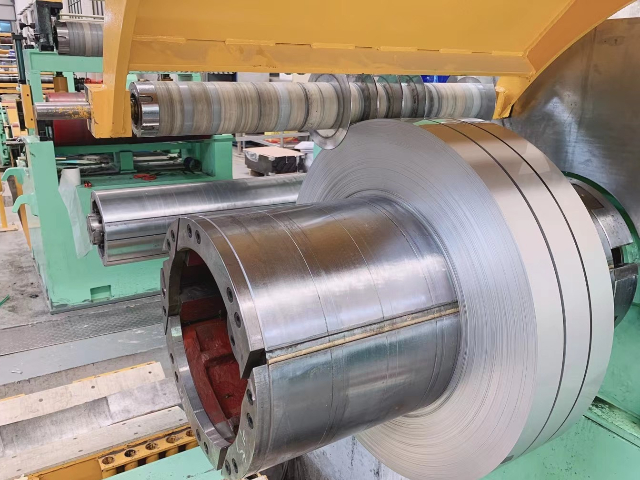
冷轧工序是决定精密不锈钢钢带精度和性能的重心环节,其目标是将热轧钢带轧制成厚度更薄、精度更高的冷轧钢带。冷轧在常温下进行,原料为经过酸洗的热轧钢带卷。根据目标厚度的不同,冷轧通常分为多道次进行,每道次的压下量控制在10%-30%,避免因单次压下量过大导致钢带开裂。轧制设备主要采用多辊轧机(如十二辊、二十辊轧机),这种轧机具有刚度高、轧制力均匀的特点,能够实现微米级的厚度控制。例如,生产厚度0.02mm的精密钢带,需经过8-10道次冷轧,逐步将热轧钢带的厚度从2mm减至目标尺寸。冷轧过程中,通过张力控制系统保持钢带的稳定运行,避免出现跑偏、褶皱等缺陷;同时,采用轧制油进行润滑和冷却,减少轧辊与钢...
- 不锈钢钢带什么地方便宜 2026-05-20
- 内蒙古高温材料不锈钢钢带行情 2026-05-20
- 山西汽车部件不锈钢钢带市场利润 2026-05-20
- 机械设备不锈钢钢带材质有哪些 2026-05-20
- 山西海洋工程不锈钢钢带硬度 2026-05-20
- 山西进口不锈钢钢带报价起浮 2026-05-20
- 江苏不锈钢钢带网站 2026-05-20
- 电缆部件不锈钢钢带行情 2026-05-20
- 山西航空材料不锈钢钢带材质有哪些 2026-05-20
- 江苏不锈钢钢带使用年限 2026-05-20


- 内蒙古机械设备不锈钢钢带材质有哪些 2026-05-20
- 特殊钢不锈钢钢带加工性能 2026-05-20
- 河北环保设备不锈钢钢带网站 2026-05-20
- 天津电缆部件不锈钢钢带制造 2026-05-20
- 北京国产不锈钢钢带厂家 2026-05-20
- 北京防腐蚀材料不锈钢钢带 2026-05-20




- 机械设备不锈钢钢带材质有哪些 05-20
- 内蒙古蒸发器设备不锈钢工业板行情 05-20
- 山西海洋工程不锈钢钢带硬度 05-20
- 山西进口不锈钢钢带报价起浮 05-20
- 河北特殊钢不锈钢工业板网站 05-20
- 江苏不锈钢钢带网站 05-20
- 电缆部件不锈钢钢带行情 05-20
- 山西航空材料不锈钢钢带材质有哪些 05-20
- 江苏不锈钢钢带使用年限 05-20
- 机械设备不锈钢钢带防锈 05-20