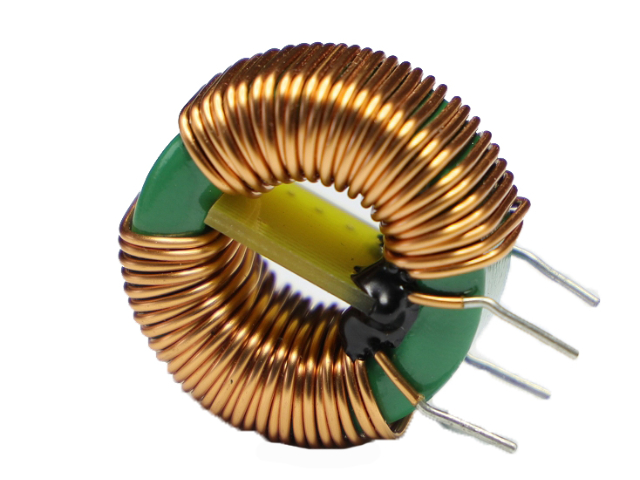
磁环电感,作为一种基础且至关重要的被动电子元件,其重要功能在于实现电能与磁能的高效转换、存储与滤波。它通常由绝缘导线在环形磁芯上紧密绕制而成,这一经典的“环状”结构并非偶然,而是基于深刻的电磁学原理。环形磁芯,通常由铁氧体、坡莫合金或非晶纳米晶等高性能磁性材料制成,构成了一个闭合的磁路。当电流流过导线时,会在磁环内部产生一个集中的磁场;反之,当磁场变化时,又会在导线中感应出电动势。这种结构明显的优势在于其磁路完全闭合,几乎没有磁力线泄漏,这意味着它具有极高的磁导率和电感密度,同时能够有效抑制外部电磁干扰,并对周边电路产生的电磁辐射降至下来。在现代电子设备中,从我们日常使用的智能手机、笔记本电脑的电源适配器,到数据中心庞大的服务器集群,再到新能源汽车的电驱系统,磁环电感都无处不在。它如同电子电路的“交通警察”和“能量仓库”,负责平滑电流、滤除噪声、稳定电压,确保各类芯片和敏感器件能够在纯净、稳定的电力环境下工作。没有它的默默奉献,电子设备的稳定性、效率和电磁兼容性将无从谈起。因此,深入理解磁环电感的工作原理与特性,是设计和优化任何电子系统不可或缺的一环。 磁环电感磁芯镀层可防止氧化保证长期可靠性。浙江不同品牌的磁环电感能混用吗

避免磁环电感焊接时出现松动,需通过“预处理加固”“工艺准确控制”“后检测补漏”三步实现,主要是减少焊接过程中对电感结构的破坏,同时强化引脚与焊盘的连接强度。首先是焊接前的预处理,先检查电感自身结构,确认磁芯与线圈骨架、引脚与骨架的连接是否牢固,若发现引脚有轻微松动,可先用少量耐高温胶水(如环氧胶)在引脚与骨架接缝处点胶加固,待胶水固化后再进行焊接,防止焊接时引脚受力脱落;其次清理电路板焊盘,用酒精擦拭焊盘表面的氧化层和油污,确保焊盘导电性能良好,同时根据电感引脚间距调整焊盘位置,避免引脚因错位受力导致焊接后松动。其次是焊接工艺的准确控制,这是避免松动的关键。焊接温度需匹配电感引脚材质,如铜质引脚焊接温度控制在260℃-280℃,铁质引脚控制在280℃-300℃,避免温度过高导致引脚根部焊锡过度融化,或温度过低导致焊锡未完全浸润,两种情况都会降低连接强度;焊接时间控制在3-5秒内,过长会使引脚受热变形,破坏与骨架的连接,过短则焊锡未凝固易出现虚焊;焊接时使用合适规格的焊锡丝(如),确保焊锡能均匀包裹引脚与焊盘,形成饱满的焊锡点,同时避免过多焊锡堆积导致引脚受力不均。此外,焊接时用镊子轻轻固定电感本体。 苏州磁环电感定制磁环电感通过振动测试确保机械结构牢固性。
磁环电感并非一种“一刀切”的元件,其性能在很大程度上取决于磁芯材料的特性。针对不同频率范围和应用场景,我们提供基于多种磁性材料的磁环电感,以确保客户总能找到适合其电路需求的解决方案。对于中低频应用,例如几十kHz到几百kHz的开关电源转换器,锰锌铁氧体是优先选择的材料。它具有极高的初始磁导率,能够在较小体积下实现高电感量,且成本效益明显,广泛应用于AC-DC适配器、DC-DC转换器等场合。当工作频率上升至MHz级别,例如在通信基站、射频功放或高频开关电源中,镍锌铁氧体则展现出其优势。它在高频下具有较低的磁芯损耗和稳定的磁特性,能有效减少发热,维持电感值的稳定。对于要求更高、工作条件更恶劣的场合,如大功率工业电源、新能源车载充电机,我们提供基于金属粉芯(如铁硅铝、铁镍钼)或非晶/纳米晶材料的磁环电感。这类材料具有高饱和磁通密度和优异的直流偏置特性,能够承受大的直流叠加电流而不易饱和,同时其分布式气隙结构使得电感量随电流和温度的变化更为平缓。这种针对频率响应的精细材料划分,确保了我们的磁环电感产品能够在从音频到射频的宽广频谱内,都表现出优异的性能,无论是滤波、谐振、能量存储还是阻抗匹配,都能胜任。
在射频和微波领域,阻抗匹配是确保信号能量能够较大效率地在源端、传输线和负载之间传输的关键技术。不匹配会导致信号反射,造成功率损失、增益波动和信号失真。磁环电感以其小巧的体积、稳定的高频特性和精确的参数值,在射频电路的阻抗匹配网络中发挥着不可替代的作用。它们常与电容一起构成LC匹配网络,用于调整电路的输入或输出阻抗,使其达到系统要求的标准值(如50欧姆或75欧姆)。我们的射频级磁环电感,选用高频特性极其稳定的镍锌铁氧体或非磁性材料作为磁芯,确保电感量在工作频带内随频率变化极小。我们通过精密的制造工艺,将寄生电容和等效串联电阻降至较低,从而提升了电感的自谐振频率,扩展了其有效工作频带。无论是用于手机等移动通信设备的天线调谐匹配、功率放大器的输出匹配,还是在高频测试仪器、基站射频模块中,我们的产品都能提供精确、稳定和可重复的性能,确保射频链路拥有较好的信号完整性和传输效率。 磁环电感与电容组合可构成高效的电磁干扰滤波器。

要实现磁环电感优越性能的稳定交付,高度自动化的生产线与严格的流程控制是重要保障。我们的全自动生产线实现了从磁芯上料、精密绕线到引脚焊接、成品测试的全流程自动化。在绕线环节,高精度伺服控制系统确保导线张力恒定、匝间紧密且排布均匀,将人为操作带来的离散性降至下来。激光测径仪实时监控线径,从源头杜绝不合格材料。在焊接环节,自动激光焊机确保焊点牢固、一致,且无虚焊隐患。我们引入了100%在线综合测试系统,每一只电感在出厂前都会自动经历电感量、直流电阻、耐压绝缘和匝间短路等多道检测工序,测试数据实时上传至MES系统进行SPC统计分析,实现质量趋势的预警与管控。通过这种“自动化+全检”的模式,我们成功将产品的参数离散度控制在±3%以内,批次间一致性达到,为客户的大规模自动化贴装与终端产品的稳定可靠提供了坚实保障。 磁环电感采用统计过程控制保证质量稳定。PLC控制器磁环电感源头工厂
磁环电感在汽车电子中满足严格的电磁兼容要求。浙江不同品牌的磁环电感能混用吗
判断磁环电感是否处于饱和状态,可通过“设备异常表现”“参数实测验证”“环境特征观察”三个层面综合判断,主要是捕捉“电感量骤降”引发的连锁反应。首先看设备性能异常,电感饱和后磁通量不再随电流增加而上升,滤波、储能功能会大幅失效。比如开关电源中,若输出电压纹波突然从50mV飙升至200mV以上,或出现频繁重启、输出不稳定,大概率是电感饱和导致滤波能力下降;在电机驱动电路中,饱和会使电流波形畸变,引发电机运转异响、转速波动,这些直观的设备异常可作为初步判断依据。其次通过参数测量准确验证,这是较可靠的方法。一是用电感测试仪测电感量,在常温下对比“无电流”与“工作电流下”的电感值,若工作时电感量比空载时下降30%以上,说明已进入饱和区间(如空载100μH的电感,工作时降至60μH以下);二是用示波器测电流波形,正常电感的电流波形应平滑跟随电压变化,饱和后会出现“平顶”波形,即电流增长到一定值后不再随电压线性上升,尤其在脉冲电路中,波形畸变会更明显;三是测温度,饱和时磁芯损耗急剧增加,温度会快速升高,用红外测温仪检测,若电感表面温度比正常工作时高20℃以上(如从60℃升至85℃),且排除散热问题,可辅助判断饱和。浙江不同品牌的磁环电感能混用吗