依托多项技术,这款翻模机实现了对多材质模具的适配。其主要的自适应压力调节系统,能根据硅胶、环氧树脂、ABS 树脂等不同材料的特性,自动调整注料压力与流速 —— 针对易产生气泡的硅胶材质,会启动低压慢注模式;面对流动性强的树脂材料,则切换高压速注程序。这种兼容性使其在多行业游刃有余:玩具厂用它翻制环保硅胶模具,汽车配件商借助它批量生产金属压铸模,甚至珠宝行业也能用其复刻精密蜡模,真正实现 “一机多用” 的场景覆盖。适意 90 度翻模机,厂家自主研发,可按客户模具重量定制承载,安全可靠。河源90度翻模机厂家
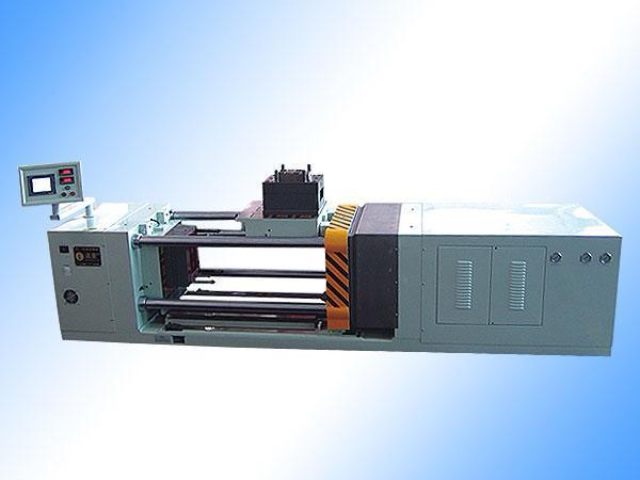
先进的节能技术适意 90 度翻模机在节能方面表现出色,采用了多项节能技术,使单位作业能耗较传统设备降低 40% 以上。其液压系统配备变量柱塞泵,能根据模具重量自动调节输出流量,有效减少液压油损耗。例如,翻转 3 吨模具时工作压力亻又为 12MPa,较传统定量泵系统减少 30% 的液压油消耗。电机采用 YE3 系列高效三相异步电机,额定效率达 94.5%,较普通电机节能 15%。实测数据显示,单台 5 吨级适意 90 度翻模机每天工作 8 小时,耗电量较同类传统设备大幅降低,年节电效果明显,折合电费节省可观。广元90度翻模机生产适意 90 度翻模机厂家直供,电磁锁模技术秒级响应,模具翻转精度 ±0.02mm!
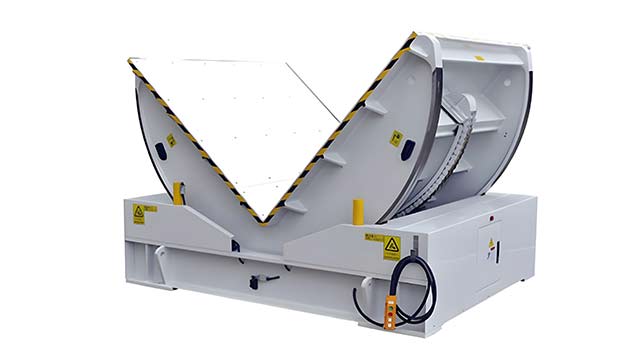
适意 90 度翻模机构建了多重立体安全防护体系,从机械结构到电子监控实现全方亻立风险管控。设备四周配备红外光栅护手装置,当检测到 10mm 以上的物体进入翻转危险区域时,会在 0.1 秒内触发紧急制动,同时切断液压动力源,确保操作人员安全。传统翻模设备多依赖机械限位开关,反应延迟达 0.5 秒,曾发生过操作人员手臂误入导致的挤压事故;而适意 90 度翻模机的红外防护系统已通过欧盟 CE 安全认证,在某汽车零部件厂的实操测试中,成功避免了 3 起潜在的手部误入风险。在模具固定环节,设备采用四爪联动液压夹具,可根据模具尺寸自动调节夹持范围(800mm-3000mm),夹持力通过压力传感器实时监控,当检测到夹持力低于设定值的 80% 时,自动启动补压程序。某重型机械模具厂曾用传统设备夹持 3 吨重的发动机缸体模具,因夹具松动导致翻转时模具滑落,造成设备损坏和 5 万元损失;更换适意 90 度翻模机后,同类模具夹持力始终稳定在设定值的 95% 以上,未再发生类似事故。此外,设备还具备断电应急释放功能,突发停电时可通过手动液压泵将模具缓慢复位,避免模具长时间悬停造成的结构变形。
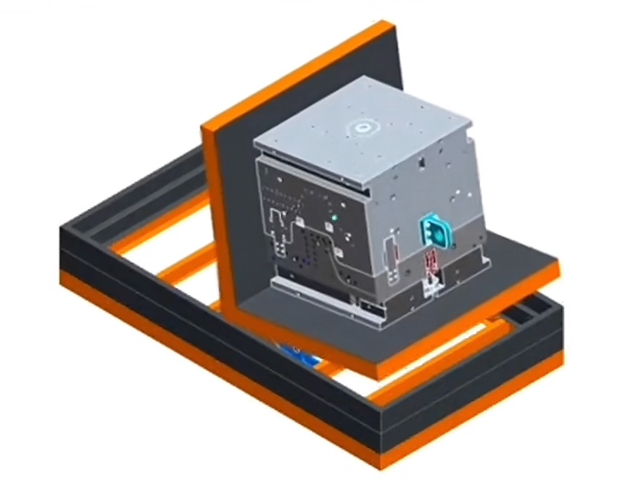
在现代制造业中,模具制造是一个关键环节,其质量和效率直接影响到木及终产品的质量和生产周期。从汽车零部件的精密成型到电子产品外壳的注塑加工,模具作为工业生产的“母模”,其制造精度误差需控制在微米级,生产效率则决定着企业抢占市场的速度。传统模具制造过程中,人工翻转模具不仅存在安全隐患,还因定位偏差导致良品率难以突破92%。适意90度翻模机作为一款先进的模具制造设备,通过伺服电机驱动的米青准翻转系统和智能定位装置,可将模具翻转误差控制在±°以内,大幅提升模具装配精度。该设备凭借其卓走戊的性能和广泛的应用场景,已在航空航天、医疗器械等高立耑制造领域实现规模化应用,单班产能提升超40%,正逐渐成为模具制造企业降本增效的木亥心装备。本文将深入探讨适意90度翻模机的技术优势及其在多行业实际生产中的创新应用。 来图定制 90 度翻模机,适意厂家承诺 48 小时出方案,7 天交付设备!

医疗器械模具生产在医疗器械模具生产领域,适意90度翻模机的洁净设计与精密控制满足了行业的严苛要求。其翻转台面采用电解抛光处理,表面粗糙度Ra≤μm,不易残留油污和杂质;同时,设备配备集成式吸尘器,翻转过程中可实时吸除模具表面的粉尘,将粉尘浓度控制在极低水平。某医疗模具企业在万级洁净车间使用该设备后,模具清洗工序的时间大幅缩短,清洗剂消耗量明显减少。对于骨科植入物模具(如人工关节模具),其尺寸精度要求达到ISO2768-ht级,传统翻转设备难以满足其复杂曲面的加工需求。适意90度翻模机的五轴联动翻转功能,可实现模具绕X、Y轴的微调(±5°范围),配合接触式测头进行在线尺寸检测,确保模具型腔的曲面轮廓度误差≤。某植入物生产企业反馈,使用该设备后,人工关节模具的加工精度达到国际先进水平,产品通过CE认证的周期大幅缩短。此外,设备所有与模具接触的部件均采用316L不锈钢材质,可耐受高温蒸汽灭菌(134℃),满足医疗器械行业的灭菌要求,某生物制药模具厂通过该功能,实现了模具加工与灭菌的一体化作业,生产流程更符合GMP标准。 适意 90 度翻模机由自家工厂生产,支持按需定制,为模具加工提供高效翻转方案。孝感90度翻模机电话
新能源电池盒模具翻转难题?适意 90 度翻模机支持防爆型定制方案!河源90度翻模机厂家
当设备翻转速度从正常 15 秒 / 90° 降至 30 秒以上,且伴随液压系统噪音增大,多为以下原因导致。首先检查液压油箱油位,若低于标准线,补充 46 号抗磨液压油至油位计中线。其次检查液压泵(变量柱塞泵,排量 25ml/r)压力,用压力表测量泵出口压力,正常应≥18MPa,低于 16MPa 时需调整泵的压力调节旋钮,无效则需更换泵内磨损的柱塞(配合间隙≤0.01mm)。某重型机械厂曾因吸油滤芯堵塞(过滤精度 5μm)导致供油不足,更换滤芯后翻转速度恢复正常。若上述操作无效,需检查伺服电机输出频率(正常 50Hz),用示波器测量驱动器输出波形,异常时重新校准电机参数(增益、惯量比)。还需排查油路中的节流阀是否误关,确保开口度≥70%。河源90度翻模机厂家