- 品牌
- 方川
- 型号
- 多样
微乳切削液与设备润滑油在精密加工体系中各司其职、相互配合,形成完整的润滑保障方案。微乳切削液以稳定的微乳化体系为关键,兼具良好的润滑性与冷却性,适用于精加工、CNC 铣削、钻攻、磨削等多种精密加工场景,能够有效控制加工温度、减少刀具磨损、延长工件工序间防锈期。其体系稳定性高,不易滋生细菌,使用寿命较长,在连续生产中可保持较低气味与良好状态。设备润滑油则主要服务于机床自身的传动与运动部件,包括主轴、导轨、齿轮箱、液压系统等,为设备提供持久润滑、减摩、防锈、降温保护,确保机床运行精度与使用寿命。在实际生产过程中,两者需规范区分使用,避免相互混入导致性能失效。车间需建立定期检测制度,对微乳切削液的浓度、清洁度、pH 值进行监测维护,同时按照设备要求定期更换润滑油,确保油品状态正常。微乳切削液与设备润滑油的科学搭配与规范管理,能够同步保障工件加工质量、刀具寿命与设备运行稳定性,是精密制造企业提升效率、降低成本的重要基础。乳化切削液依靠稳定体系在金属表面成膜防锈,需兼顾多材质兼容与废液环保,防止工序间锈蚀黄斑。江苏合金切削液
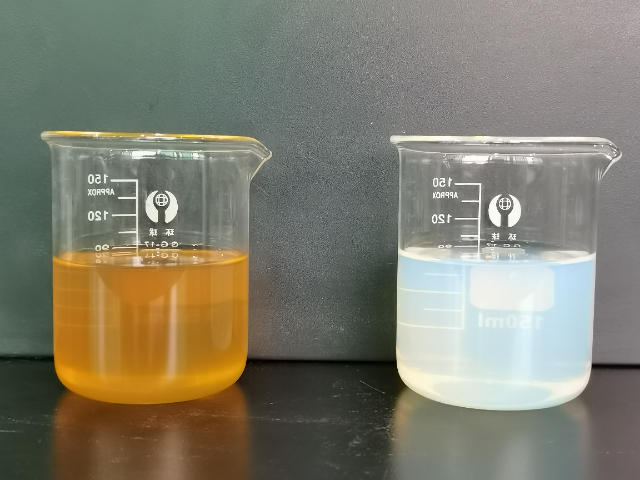
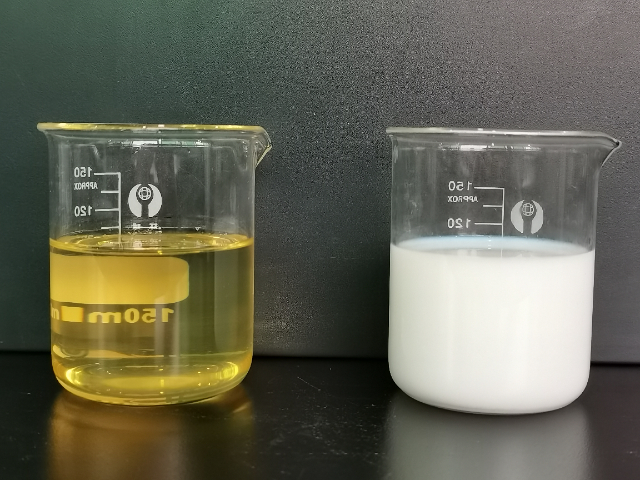
在金属加工领域,水溶性切削液与乳化液是目前应用广、使用场景成熟的两类冷却润滑介质,二者在成分结构、性能特点、适用工况与维护方式上存在明显差异。水溶性切削液以合成组分、水、稳定剂等为基础,呈透明或半透明状态,具有散热快、清洗性强、不易发臭、管理维护简单等优势,更适合高速、轻载、对表面光洁度要求高的加工场景,例如铝合金精密铣削、电子产品结构件加工、精密五金加工等。乳化液由矿物油、乳化剂、极压剂、防锈剂等与水混合形成,外观呈乳白色,润滑性、极压性、防锈性更强,能够承受更大的切削负荷,适合重载、低速、受力复杂的加工工序,如发动机缸体、模具、铸件、厚板的铣削、钻孔、攻丝、镗孔等。两者关键的差异体现在体系稳定性、维护难度、适用工况与综合成本上:水溶性切削液管理简便,但对水质硬度、杂油污染较为敏感,整体润滑能力相对较弱;乳化液在润滑与防锈方面优势明显,但需要更严格的日常监测与维护,否则容易出现发臭、分层、析油等问题。实际选型时,必须综合加工材料、设备类型、工艺负荷、车间环境、环保要求以及现场维护能力等多方面因素,才能选出稳定、经济、适配的切削液体系。江苏合金切削液不锈铁防腐蚀防硬化,方川润滑无有害物配方,稳定品质适配精密制造。
制造企业在切削液选型时,应建立系统化、科学化的决策框架,避免凭经验或价格决策。框架主要包含三个维度:技术匹配度、全周期经济性、供应链与服务能力。技术匹配度以加工材料为基础,不同金属对润滑、冷却、防锈、防腐需求不同;同时结合工艺特点,高速加工侧重冷却与低泡,重载加工侧重极压与润滑。全周期经济性需综合考量产品单价、刀具损耗、废液处理、换液成本、停机时间、维护成本等,而非单一比较采购价。供应链评估包括供货稳定性、交货周期、应急响应能力、技术服务水平等,对连续生产线至关重要。品牌通常可提供完整的技术资料、安全数据表、第三方检测报告与应用案例,为选型提供客观依据。随着环保要求提升,产品是否符合法规、是否含限用物质、是否易于处理,已成为必备准入条件。决策框架需保持动态更新,适配新工艺、新材料、新环保政策的变化。
乳化切削液的防锈性能是精密加工领域的关键评价指标之一。在铝合金、不锈钢等金属材料加工过程中,工件与切削液接触后,若体系防锈能力不足,极易在工序流转或仓储环节产生锈蚀、黄斑、变色等缺陷,直接影响产品外观质量与尺寸稳定性。以 3C 电子行业为例,手机中框、散热结构件等多采用高光处理或阳极氧化工艺,对表面洁净度要求极高,若切削液防锈周期不足,易造成工件表面斑点、氧化层不均等不良现象。乳化型切削液依靠稳定的乳化体系在金属表面形成连续保护膜,实现隔绝空气、水分与腐蚀性介质的目的,其防锈效果与乳化稳定性、缓蚀剂体系、成膜性能、pH 控制密切相关。在夏季高温高湿环境下,车间通常通过调整切削液使用浓度、补充防锈剂等方式延长防锈周期,但需严格控制添加剂与基础液的配伍兼容性,避免出现析油、析皂、分层等问题。在多材质共线加工的 CNC 生产线上,需兼顾不同金属的腐蚀特性,平衡防锈需求与材料兼容性,避免铝合金发黑、钢铁件锈蚀等问题。同时,防锈体系设计也需考虑废液处理友好性,采用环保型缓蚀剂,降低后续废水处理难度与环保压力。无心磨床需强渗透与极压润滑防烧伤裂纹,大流量要求抗泡性好,国产液性价比高适配连续化生产。

飞机类壁板等大面积薄壁构件,是航空制造中的关键零部件,其具有刚性弱、易振动、易变形、易翘曲的结构特性,因此加工过程对切削液提出特殊且严格的要求。乳化型切削液凭借良好的润湿性、渗透性与冷却性,在薄壁件加工中展现出独特优势,成为这类构件加工的耗材。其低粘度、高流动特性,可快速渗透至切削区域,在刀具与工件之间形成均匀、稳定的润滑膜,有效减少摩擦与切削力,抑制振动与工件变形。在铝合金薄壁件高速铣削加工中,乳化液的高效冷却能力可有效控制切削温度上升,避免因热应力导致的薄壁件翘曲、变形与尺寸偏差。同时,乳化液中的表面活性成分具备优异的清洗与排屑能力,能迅速冲走切削产生的切屑,保持加工区域清洁,避免切屑二次划伤薄壁表面。现代薄壁构件常带有复杂的加强筋、异形曲面、槽腔等结构,需多轴联动设备加工,要求切削液具备工艺适应性,在不同加工参数、不同刀具、不同材料下均保持性能稳定。广州市方川润滑科技有限公司乳化切削液系列经严格测试,在不同加工参数下保持稳定性能,为精密制造提供可靠保障。汽车零部件材质工艺复杂,铸铁强防锈铝件重清洗,自动化线低泡环保,需通过主机厂认证合规。低泡沫配方铝合金切削液乳化油
金属加工液代理重本地化服务,方川润滑代理体系完善,提供全流程选型与运维支持。江苏合金切削液
在轴承制造领域,磨削工艺对表面光洁度、尺寸精度、圆度、粗糙度等指标要求极为严苛,因此磨削切削液的性能直接决定轴承成品质量。轴承磨削切削液需兼顾冷却性与润滑性,在磨削区快速降温,防止工件表面烧伤、退火与变形,同时提供足够润滑,降低磨削力与砂轮磨损。配方中含有的高效极压与润滑成分,可在高温摩擦界面形成稳定保护膜,提升表面质量。在高精度轴承的超精磨工序中,切削液的渗透性至关重要,能够迅速进入微小加工间隙,及时带走磨屑,保持砂轮自锐性与切削锋利度。乳液稳定性是影响加工一致性的关键因素,稳定不分层、不析油、不漂油的切削液可确保冷却与润滑均匀,避免尺寸波动。针对不同材质的轴承套圈,使用浓度需相应调整:铸铁材质磨削可采用稍高浓度以提升防锈与润滑;不锈钢磨削则需更强润滑与抗腐蚀能力。日常生产中需定期检测浓度、pH 值、杂油含量等指标,以延长使用寿命、保障稳定运行。在集中供液系统中,磨削液的抗腐、抗杂油能力尤为重要,直接关系整个加工系统的长期稳定运行。江苏合金切削液
广州市方川润滑科技有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在广东省等地区的机械及行业设备行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**广州市方川润滑科技供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!
碳素钢切削液需根据车削、铣削、磨削等不同加工方式,进行差异化配方设计,才能实现加工效果与经济性。车削、铣削、钻攻等切削工艺,关键需求是润滑减摩、极压抗磨,抑制粘刀现象,减少刀具磨损与工件表面毛刺,提升加工效率。而磨削工艺则优先考虑冷却效率与冲刷能力,需快速带走磨削区域热量与磨屑,防止工件烧伤、砂轮堵塞,保障表面光洁度。碳素钢在切削过程中易产生连续长屑,要求切削液具备良好的流动性与清洗性,快速冲走切屑,避免切屑缠绕刀具、夹具或工件。例如五金工具厂加工扳手时,同一产线交替进行切削与磨削工序,需选用通用性强、性能均衡的切削液,避免频繁换液导致成本上升与效率下降。浓度管理是影响切削液使用效果的关键,浓...
- 钢件切削液和乳化液 2026-05-16
- 上海钢材切削液 2026-05-16
- 四川ADC12铝合金切削液 2026-05-16
- 7075铝合金切削液浓度检测与调整工具 2026-05-16
- 40Cr 钢切削液高光 2026-05-15
- 江苏合金切削液 2026-05-15
- 尾喷管切削液加盟 2026-05-15
- Q235 低碳钢切削液全合成水基 2026-05-15
- 东莞切削液硅片 2026-05-15
- 齿轮切削液供应 2026-05-15



- 机器零件钢切削液供应商 2026-05-14
- 湖南铜合金切削液 2026-05-14
- 铜切削液cnc 2026-05-14
- 环保型切削液水溶性乳化 2026-05-14
- 机翼切削液合成 2026-05-13
- 压盘切削液代理 2026-05-13



- 四川刀具防锈油采购合同要点 05-16
- 江苏防锈油运输与包装要求 05-16
- 浙江耐高温脱模剂厂家 05-16
- 四川快干硬膜防锈油 05-16
- 上海防锈膜附着力与韧性防锈油水置换型 05-16
- 钢件切削液和乳化液 05-16
- 上海钢材切削液 05-16
- 四川ADC12铝合金切削液 05-16
- 四川模具拉伸油生产厂家 05-16
- 7075铝合金切削液浓度检测与调整工具 05-16