- 品牌
- JWIM
- 型号
- 密集库
- 加工定制
- 是
- 产地
- 江苏常州
- 厂家
- 江苏金旺智能科技有限公司
山东成欣是一家专注于化工领域的企业,集研发和生产于一体,为市场提供多样化的高质化工产品。金旺智能为其量身打造的化工原料智能生产线,采用了全密闭投料和纳米级计量技术。在粉体原料处理过程中,密闭投料系统有效将车间粉尘浓度控制在1mg/m³以下,计量误差则维持在±0.5%以内,从而确保了产品质量的稳定性。此外,生产线还配备了自动化输送与存储系统,使得物料周转效率提升了60%,仓储空间利用率更是提高了4倍。依托这条高效的生产线,山东成欣的化工原料年产能达到了2万吨,产品纯度超过99%,广泛应用于多个工业领域,企业的经济效益和社会效益均明显提升。单级锥形混合机是进行单级锥形混合作业的机器。江苏食品密集库非标
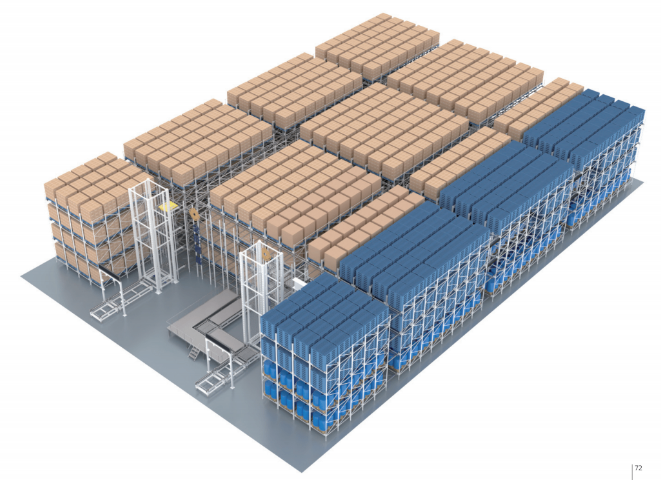
智能仓储模块是运用先进技术实现货物智能存储、管理与调配的高效仓储系统。在金旺智能的农药项目中,该模块集成堆垛机、输送线、WMS系统,实现从入库、存储到出库的全流程自动化。入库时,扫码识别货物信息并自动分配货位,入库效率达300件/小时;存储环节通过温湿度控制,将环境参数维持在农药完美储存条件(温度18-25℃,湿度≤60%);出库时根据订单优先级智能调度,拣货准确率达99.99%。某季度数据显示,智能仓储模块使库存周转率提升60%,仓储空间利用率提高4倍,且因全流程数字化管理,货物追溯效率提升70%。常州智能密集库专业聚焦农化制剂智能工厂一体化打造,把这一行做专、做精、做透、做强,做成世界品牌!

新乡弗思特是一家专注于化工新材料领域的科技型企业,集研发、生产、销售于一体。金旺智能为其量身打造的化工新材料生产线,采用了全密闭反应与纳米级控温技术,反应温度控制精度高达±1℃,确保材料分子结构的稳定性,产品纯度超过99.5%。此外,生产线还配备了智能检测系统,通过光谱分析实时监控产品成分,不合格品自动剔除,使得产品合格率达到了99.8%。依托这条先进的生产线,新乡弗思特的化工新材料年产能达到5000吨,其产品广泛应用于航空航天、电子信息等高级领域,有力推动了企业向科技型高级制造的转型升级。
原料库是存放原料的仓库。在安徽华星除草剂项目中,原料库采用智能仓储管理系统,通过条码识别原料批次,自动分配货位,实现“先进先出”管理,原料库存准确率达99.9%。仓库配备温湿度控制系统,将温度保持在15-25℃,湿度≤60%,防止除草剂原药受潮分解;同时设置防爆区,对易燃易爆原料进行特殊存储,防爆等级达Ex d IIB T4,确保存储安全。某时段数据显示,智能原料库使原料周转效率提升40%,库存积压成本降低35%,且通过自动预警系统,提前7天提醒原料补货,避免因缺料导致的生产中断。安徽科立华是专注化工领域,集农药研发、生产与销售于一体,提供多样化工产品的企业。

金旺智能的智能运维展厅,通过借助人员、现场、生产管控等平台,为农化工厂的运维管理提供了强大的支持。在这个展厅中,参观者可以看到设备运维数字平台的实时监控界面,通过传感器数据的可视化,实时呈现设备振动、温度等关键参数。AI算法的应用使得设备故障预测准确率高达90%以上,大幅降低了设备故障的风险。同时,展厅还演示了预防性维保流程,例如灌装机运行满500小时后会自动推送维护任务,使得运维效率提升了70%。通过这些演示,参观者可以深入理解智能运维如何降低停机风险、延长设备寿命,实现精益化生产管理。多终端呈现设备管理数字化是利用手机、电脑等多终端实时展示设备数据,实现便捷高效管理。常州智能密集库
设备自主、预防性维保数字化管理是借助传感器与算法预测故障,实现自主、提前维保的准确管理。江苏食品密集库非标
江苏金旺智能科技有限公司拥有高度专业化的固体加工车间,专注于为农化制剂智能工厂提供整体服务。该车间配备了先进的负压投料系统,确保原料投料过程无尘且高效;同时引入高性能双螺杆混合机,实现多种原料的均匀混合。此外,流化床干燥设备的应用,进一步保障了固体农药在干燥过程中的高效性与均匀性,从而构建了从投料、混合、干燥到造粒的全自动化生产流程。特别值得一提的是,金旺公司采用的喷雾流化造粒技术,不仅将产能提升了30%,还明显改善了颗粒质量,颗粒遇水速溶时间缩短至10秒以内,大幅提升了农药的使用效率和便捷性。同时,车间在粉尘控制方面表现非常好,粉尘浓度严格控制在2mg/m³以下,这不仅确保了车间的安全生产环境,也充分体现金旺对环保的高度重视。金旺公司凭借其持续创新的技术和精益求精的态度,赢得了广大客户的信赖及市场的普遍认可。江苏食品密集库非标


