- 品牌
- 金旺智能
- 型号
- 农药灌装
- 包装材料
- 塑料,玻璃
- 包装类型
- 袋,桶,罐,箱,盒,瓶
- 物料类型
- 液体,粉剂,颗粒
- 加工定制
- 是
- 适用行业
- 医药,日化,化工
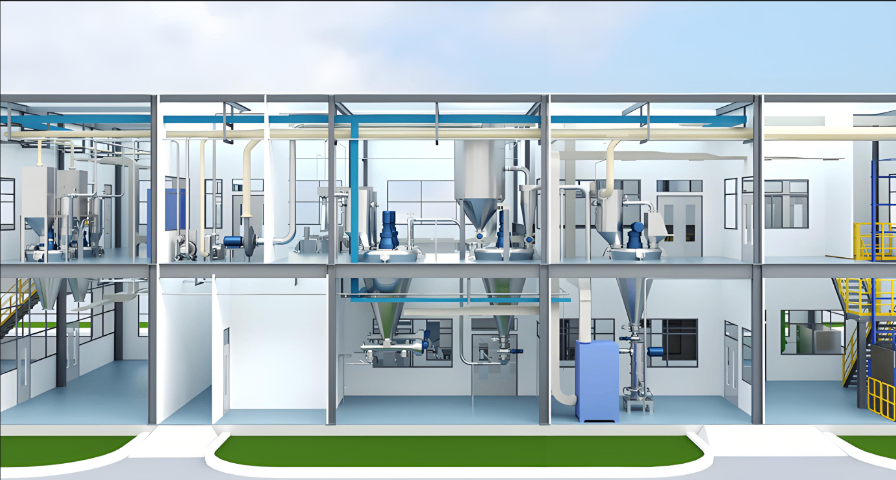
专为可湿性粉剂设计的无尘化密闭生产系统, 工艺包含氮气置换、气流粉碎、三维混合、在线检测四大环节。系统采用双级罗茨风机供氮(纯度≥99.99%),维持腔体氧含量<3ppm;配备德国耐驰气流粉碎机(粉碎细度D97=3-8μm),通过CFD模拟优化气流场分布。三维混合机采用偏心螺杆设计,混合均匀度CV值≤3%。在线激光粒度分析仪(BT-9300ST)实现实时粒度监控,配备自动补氮装置确保工艺稳定性。整线配备布袋除尘+湿式电除尘组合系统,粉尘回收率>99.5%。支持间歇/连续两种生产模式切换,年产能 3万吨,符合《GBZ 2.1-2019》职业卫生标准。100 - 1000g给袋式袋装生产线是用于100 - 1000g规格给袋式袋装产品生产的生产线。防爆农药灌装机性能

液体水溶肥是一种采用先进生产工艺制备的液态肥料,其制造过程充分应用了负压投料技术和严格的配方管理系统。在整个生产环节中,原料能够被有效地吸入罐体,确保了投放的准确性,减少了材料浪费。同时,配方管理系统就像一台高灵敏度的电子秤,能够对各种微量元素实施严格控制,确保每一种养分的配比符合规范与需求,为作物的生长提供理想的营养支持。此外,生产液体水溶肥的设备内壁光洁平整,甚至能映出人影。这种设计不仅有效减少了杂质的残留,还提升了肥料的纯净程度,确保产品的高质量。这一切都体现了生产方对产品质量的高度重视和专业素养。5L农药灌装机联系人多终端呈现设备管理数字化是利用手机、电脑等多终端实时展示设备数据,实现便捷高效管理。

出库管理是对货物出库环节进行管控,涵盖核对、搬运等流程,保障货物有序发出的工作。在安徽华星的农药出库流程中,出库管理系统通过扫码核对货物信息,确保出库货物与订单一致,核对效率比人工高5倍;同时调度自动化搬运设备,按既定路径将货物运至出库口,搬运效率提升70%。系统支持波次拣货,将同一区域的订单集中拣货,拣货路径缩短40%;出库数据实时同步至财务系统,自动生成出库单与发票,开票时间从2天缩短至2小时。该出库管理使企业出库效率提升65%,出库错误率从0.5%降至0.05%,优化了出库流程。
1-5Kg袋装高速智能生产线是能高速、智能生产1-5Kg袋装产品的生产线。整线运行速度如高速公路般高效——生产5Kg袋装面粉时,每分钟可完成40袋,比传统生产线快。它的自动套袋装置像戴手套般将袋子准确套在出料口,称重系统采用动态补偿技术,即使在高速运行中,5Kg袋装的重量误差也能控制在±10g;热封装置配备温度自适应系统,根据环境温度自动调整热封温度,夏季热封180℃,冬季热封200℃,确保无论季节如何变化,封口强度始终保持在35N以上,运输过程中不会出现破袋现象。LP-150A型全自动理瓶机是用于自动整理瓶子并使其有序进入后续工序的设备。
闭路循环氮气保护加工品是一种先进的粉碎处理方案,它利用惰性气体——氮气的保护作用,确保在加工过程中物料的安全性和稳定性。在物料加工领域,尤其是高硬度物料的粉碎处理,一直是一个极具挑战性的难题。传统的加工方法往往难以应对高硬度物料的特殊需求,容易导致设备磨损、加工效率低下,甚至可能引发安全事故。闭路循环氮气保护加工品的出现,为这一难题提供了一个有效的解决方案。这种加工方案的关键在于利用氮气的化学稳定性,通过建立一个闭路循环系统,持续不断地向加工区域输送氮气,从而营造出一个无氧或低氧的环境。氮气作为一种惰性气体,其化学性质非常稳定,不易与其他物质发生反应,因此能够在加工过程中有效避免高硬度物料发生氧化等不良化学反应。设备运维数字平台是用于设备运维数字化管理的平台。200L桶农药灌装机大概多少钱
CCG1000-6NH跟随式灌装机是能够跟随瓶子移动进行液体灌装的设备。防爆农药灌装机性能
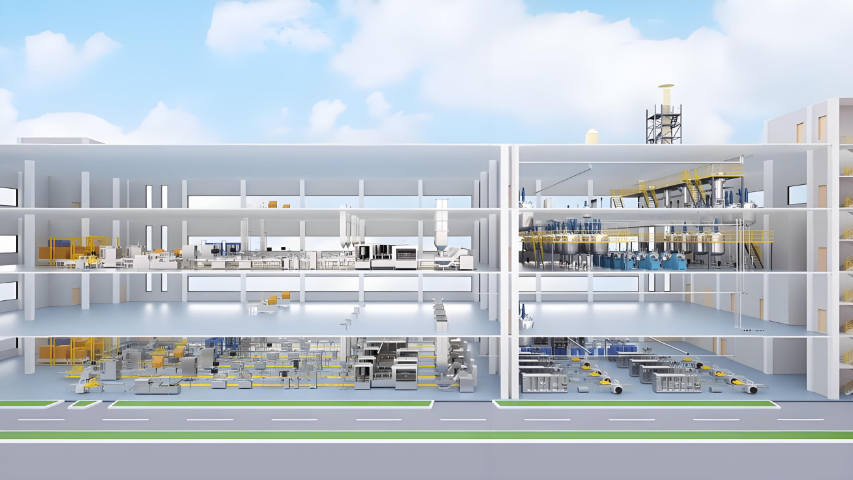
数字孪生是利用数字化技术创建的与物理实体实时映射、交互的虚拟模型。在金旺智能的智能工厂解决方案中,数字孪生技术被应用于模拟生产线的运行。通过采集设备传感器的数据,在虚拟空间中构建生产线的实时镜像,工程师可以在虚拟环境中测试工艺参数的调整、设备布局的优化等方案。某悬浮剂生产线的案例显示,借助数字孪生的预演,提前发现并解决了6处潜在的设计缺陷,工艺调试时间缩短了40%,产能提升了25%。此外,虚拟调试有效减少了实际生产中的试错成本,为企业节省了200余万元的投资。防爆农药灌装机性能
- 河南农药灌装机应用范围 2026-05-16
- 南京农药灌装机性能 2026-05-16
- 上海农药灌装机联系方式 2026-05-16
- 上海100ml农药灌装机 2026-05-16
- 青州农药灌装机图片 2026-05-15
- 1000ml农药灌装机 2026-05-15
- 哪里有卖农药灌装机图片 2026-05-15
- 南京纸板桶农药灌装机 2026-05-15
- 桶装农药灌装机哪家有 2026-05-15
- 性价比高的农药灌装机联系方式 2026-05-15
- 哪个牌子农药灌装机性能 2026-05-15
- 5L农药灌装机售后好的 2026-05-15