- 品牌
- 海力
- 型号
- HL
- 类型
- 面铣刀,立铣刀,成型铣刀,圆柱形球头立铣刀,锯片铣刀,燕尾槽铣刀,角度铣刀,圆柱型铣刀,三面刃铣刀,槽铣刀,键槽铣刀,半圆键槽铣刀,T型槽铣刀,圆角铣刀,套式立铣刀,圆锥形球头立铣刀,反燕尾槽铣刀
- 结构
- 整体式,镶齿式,焊齿式,可转位式
- 材质
- 硬质合金
- 涂层
- 是
- 进口
- 是
- 是否标准件
- 否
- 加工定制
- 是
- 样品或现货
- 样品
- 是否库存
- 是
- 是否批发
- 批发
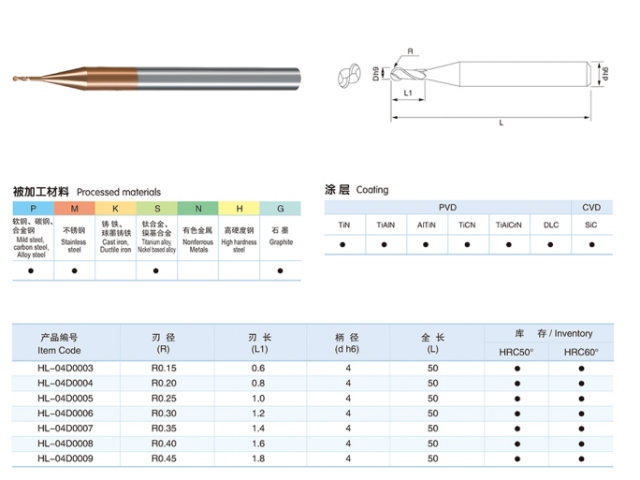
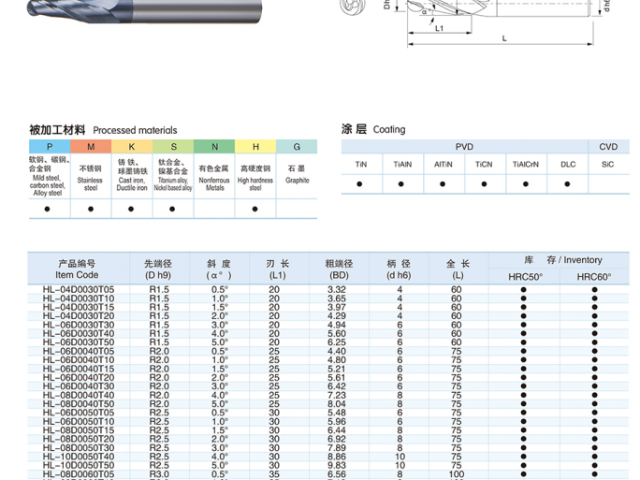
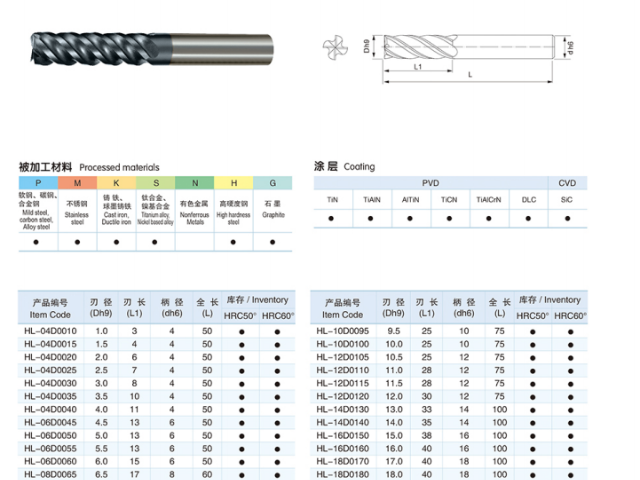
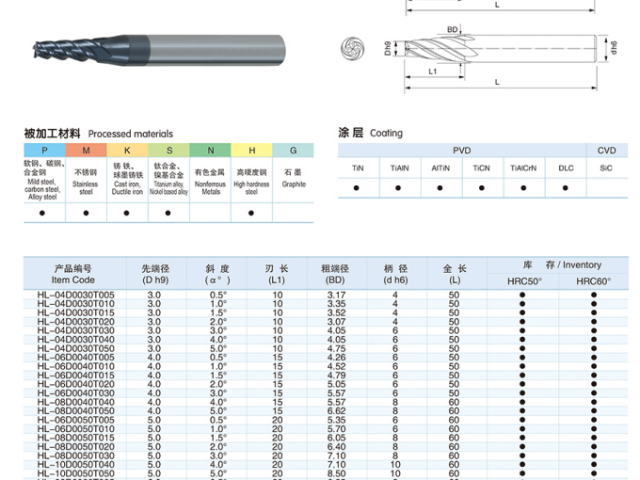
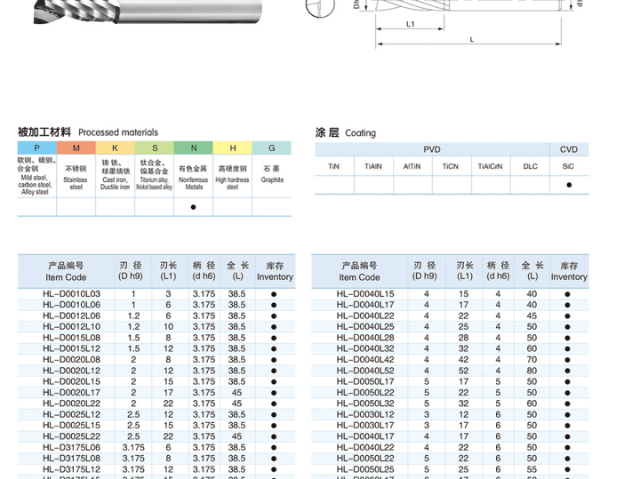
- 规格尺寸
- 1mm*4mm*3mm,3mm*3mm*6mm,2mm*4mm*6mm,4mm*4mm*10mm,3mm*4mm*8mm,5mm*6mm*13mm,6mm*6mm*15mm
海力精密刃口研磨技术:海力铣刀刃口采用多道精密研磨工艺,通过金刚石砂轮进行精细磨削,刃口锋利度高,圆角半径≤0.01mm。研磨过程中采用在线检测技术,实时监控刃口尺寸与形状,确保每道刃口的一致性误差≤0.002mm。精密刃口设计可实现轻快切削,减少切削力与切削热,避免工件变形,加强工件寿命,尤其适用于薄壁零件、精密模具等的精加工。刃口研磨后经抛光处理,表面粗糙度低至 Ra0.01μm,进一步提升切削顺畅性与加工表面质量。铣刀加工,就选常州市海力工具有限公司,让您满意,有想法可以来我司咨询!上海风电行业铣刀交期
海力硬质合金基材工艺:海力铣刀采用质量整体硬质合金基材,通过粉末冶金工艺制备,钨钴比例经精细配比优化,确保基材兼具高硬度与良好韧性。基材硬度高达 HRC65-70,抗弯强度≥3500MPa,可承受高速切削中的冲击载荷,避免刀具崩刃。生产过程中采用真空烧结技术,消除内部孔隙与杂质,提升材质致密度,配合精密磨削加工,确保刀具尺寸精度与表面质量。针对不同加工材料,提供不同钴含量的基材选择,例如加工高硬度材料的铣刀采用低钴基材增强硬度,加工韧性材料的铣刀采用高钴基材提升抗冲击性。福州模具行业铣刀厂家常州市海力工具有限公司致力于提供铣刀加工,竭诚为您服务。
海力抗磨损涂层技术:海力铣刀采用自主研发的复合涂层技术,通过多层涂层叠加(如 TiN+TiAlN 复合涂层),兼具高硬度、低摩擦系数与抗氧化性能。涂层与基材结合力强,经划格测试与磨损测试验证,可承受长期切削冲击而不脱落。涂层表面光滑,减少切屑粘连,提升排屑效率,同时具备优异的耐高温性能,可在 600-800℃的高温切削环境下保持稳定性能。该技术使铣刀在加工高硬度材料、难加工合金时,使用寿命提升 2-3 倍,降低刀具更换频率与生产成本。
海力非标定制工艺:海力非标铣刀定制采用 “需求分析 - 方案设计 - 模拟验证 - 精细制造 - 严格检测” 的全流程工艺体系。根据客户提供的加工材料、工艺参数、设备型号等信息,工程师通过专业软件进行刀具几何参数优化设计,包括刃形、螺旋角、排屑槽等关键结构。采用德国进口五轴数控磨削中心进行加工,确保定制刀具的精度与稳定性,关键尺寸公差控制在 ±0.002mm 以内。每把定制刀具都经过材质检测、尺寸测量、切削测试等多环节质检,确保符合客户使用要求,可快速响应客户个性化需求,定制周期短至 7-15 个工作日。常州市海力工具有限公司为您提供铣刀加工,期待您的光临!
海力合金高光面铣刀:依托发明专利技术打造的合金高光面铣刀,采用可拆卸式圆刀片设计,刀片前刀面为内凹面结构,通过斜面过渡与切削刃衔接,大幅降低切削阻力,提升加工表面质量。刀片内部创新设计伞状分冷却道,配合刀座主冷却道形成闭环冷却系统,切削液经喷孔精细喷射至切削刃,冷却效率提升 40%,有效避免工件热变形。刀片采用内六角螺钉固定,更换便捷,且可多次翻面使用,利用率提升 50% 以上。适用于高精度平面加工,可实现 Ra0.01μm 的高光洁度表面,广泛应用于精密仪器外壳、汽车零部件等对表面质量要求严苛的领域。铣刀加工,就选常州市海力工具有限公司,欢迎客户来电!广州IT行业铣刀生产厂家
铣刀加工,就选常州市海力工具有限公司,让您满意,欢迎您的来电哦!上海风电行业铣刀交期
海力精密磨削工艺:海力铣刀采用德国舒特五轴数控磨削中心进行精密加工,磨削精度可达 ±0.001mm,确保刀具关键尺寸的精细控制。刃部采用多道磨削工序,切削刃锋利度高,圆角半径≤0.01mm,可实现轻快切削,减少加工力与工件变形。螺旋角加工精度控制在 ±0.5° 以内,不等螺旋角设计通过精细计算,有效抑制切削振动,提升加工稳定性。磨削后刀具经超声波清洗与精密检测,表面粗糙度低至 Ra0.01μm,避免毛刺与杂质影响加工质量,确保每把刀具都符合高精度加工要求。上海风电行业铣刀交期
常州市海力工具有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的五金、工具中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同常州市海力工具供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
- 广州缝纫机行业铣刀 2026-05-13
- 硬质合金高螺旋铣刀整体方案设计 2026-05-13
- 宁波铣刀总包项目方案 2026-05-12
- 广州精密仪器铣刀总包项目服务 2026-05-11
- 成都数控铣刀价格 2026-05-11
- 复合材料单刃铣刀整体方案设计 2026-05-11
- 成都专业非标铣刀总包项目方案 2026-05-11
- 福州风电行业铣刀整体方案设计 2026-05-11
- 无锡整体合金铣刀技术方案 2026-05-10
- 长沙智能铣刀技术方案 2026-05-10
- 宁波IT行业铣刀价格 2026-05-09
- 广州新能源行业铣刀技术方案 2026-05-09