汽车生产线的焊接控制柜采用了水冷散热系统,能在焊接电流达到 1000A 时保持内部元件温度不超过 50℃。内部的焊接时序控制模块精确到毫秒级,确保每个焊点的通电时间误差不超过 ±2ms,保证焊接强度的一致性。柜内的机器人协调模块能同步控制 6 台焊接机器人的运动轨迹,避免发生碰撞干涉。柜门的安全联锁装置与生产线急停系统相连,一旦柜门打开,所有设备会立即停止运行,防止人员接触高压部件。系统还能自动记录每台车的焊接参数,形成可追溯的质量档案。我们的控制柜在无锡祥冬电气科技有限公司的研发中,注重产品的可持续性。辽宁PLC控制柜技术指导
控制柜的防护等级由其应用环境决定,并通过IP(Ingress Protection)代码来标识。第1个数字表示防固体异物侵入的等级(0-6),第二个数字表示防水侵入的等级(0-9)。例如,一个安装在洁净车间内的控制柜可能只需IP20等级,防止大于12mm的固体异物进入即可。而应用于户外、洗车厂或食品饮料行业可能面临喷淋环境的控制柜,则需要IP65等级,实现完全防尘和防止喷水侵入。对于极端环境,如冶金、化工等高温、高腐蚀性场合,柜体材料需采用不锈钢甚至更高等级的防腐处理,并配备专门的冷却系统(如柜体空调)来维持柜内恒温,确保内部精密电子元件的稳定运行。选择合适的防护等级是保证控制柜寿命和系统可靠性的基础。辽宁智能控制柜以客为尊通过HMI触摸屏,电气柜实现人机交互,简化复杂工艺的操作流程。

随着工业物联网(IIoT)的发展,控制柜正从传统设备向智能化终端演进。远程监控功能通过集成4G/5G模块、LoRa无线通信或工业以太网,实现设备状态实时上传至云平台。例如,某风电场控制柜通过Modbus TCP协议将风机振动、温度等数据传输至SCADA系统,运维人员可在手机端查看设备健康状态,提前预判故障。智能化升级还体现在边缘计算能力上:现代控制柜内置轻量级AI算法,可对传感器数据进行本地分析,实现自诊断与自优化。例如,在污水处理厂中,PLC控制柜通过分析进水流量与水质数据,自动调整曝气风机转速,降低能耗15%。此外,数字孪生技术正在控制柜领域应用,通过建立虚拟模型模拟柜内温度分布、元件寿命等参数,优化设计流程。例如,西门子SIMATIC S7-1500控制柜配套的TIA Portal软件,可生成数字孪生模型,帮助工程师在样机制作前验证散热设计与布线合理性,缩短开发周期30%以上。未来,随着5G+AI技术的融合,控制柜将具备更强的自主决策能力,成为智能工厂的“数字大脑”。
控制柜的维护保养是延长其使用寿命的关键,日常维护需定期清洁柜体表面与内部灰尘,防止粉尘堆积影响散热;检查接线端子是否松动,用扳手逐一紧固,避免因接触不良导致发热;测试保护装置的动作可靠性,如按下急停按钮,观察设备是否立即停止,断路器的跳闸电流是否在设定范围内。定期维护则需根据使用环境确定周期,一般为每 3-6 个月一次,包括更换老化的电缆与密封圈、检查 PLC 电池电量(防止程序丢失)、校准传感器与仪表等。在潮湿环境中,还需定期对控制柜内部进行除湿处理,可放置干燥剂或安装除湿机,保持相对湿度在 60% 以下,防止元件受潮生锈。先进科技控制柜,提升管理,助力智能生活。

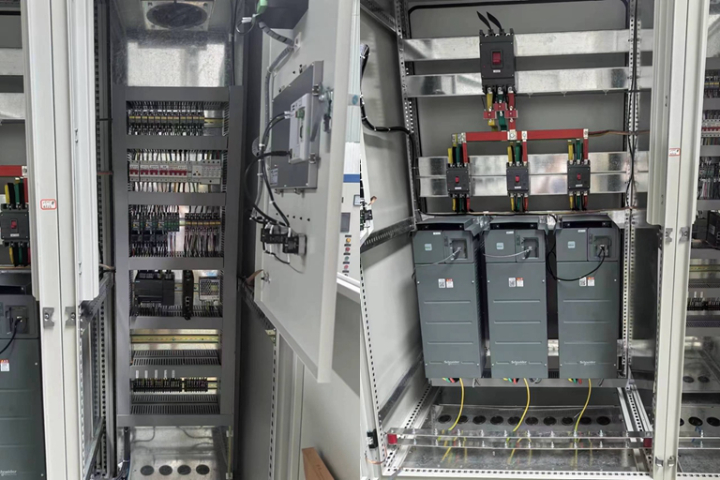
控制柜是工业自动化系统中的中心设备,主要用于集中管理电气元件的运行、保护和监控。其内部通常包含断路器、接触器、PLC(可编程逻辑控制器)、继电器、变频器等关键组件,通过逻辑布线实现设备的启停、调速、故障保护等功能。控制柜的设计需兼顾安全性与可靠性,例如采用隔离防护防止电弧短路,配备散热风扇或空调模块以避免过热。此外,现代控制柜还集成HMI(人机界面)或远程通信模块,支持数据采集和云端监控,为智能工厂奠定基础。随着技术的进步,控制柜的功能不断扩展,已成为智能制造的重要组成部分。辽宁废气控制柜生产
高精度的控制柜可确保设备运行参数的稳定性。辽宁PLC控制柜技术指导
控制柜的维护策略分为预防性维护与预测性维护两类。预防性维护基于时间或运行次数制定计划,例如每季度清理柜内灰尘、检查端子紧固度,每年更换老化元件(如电容、风扇)。预测性维护则通过传感器实时监测柜内温度、振动及绝缘电阻等参数,结合大数据分析预测故障发生概率。例如,某汽车工厂焊装线控制柜安装了温度传感器与振动传感器,当柜内温度连续3小时超过55℃或振动加速度超过0.3g时,系统自动触发预警,提示运维人员检查风扇或减震装置。故障诊断需结合电气原理图与现场现象综合分析。常见故障包括电源故障(如断路器跳闸)、控制故障(如PLC输出无信号)及通信故障(如Modbus总线中断)。诊断流程通常为:先检查电源指示灯与HMI显示状态,确认供电是否正常;再通过万用表测量关键点电压(如24V DC),定位断路或短路位置;很终利用PLC编程软件(如STEP 7)查看故障代码,结合程序逻辑分析控制逻辑错误。例如,某注塑机控制柜出现“模板不动作”故障,经检查发现热继电器动作,进一步分析为电机过载,很终通过调整加减速时间参数解决问题。辽宁PLC控制柜技术指导


