- 品牌
- 华维机械
- 型号
- HF-4500
- 产地
- 无锡江阴
- 是否定制
- 是
- 材质
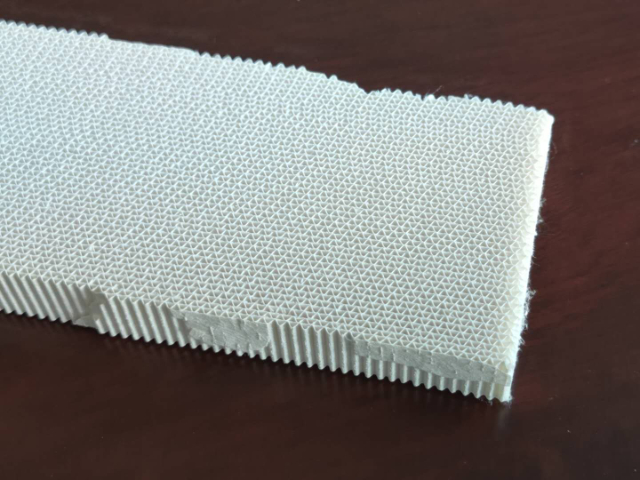
- 单面玻纤瓦楞
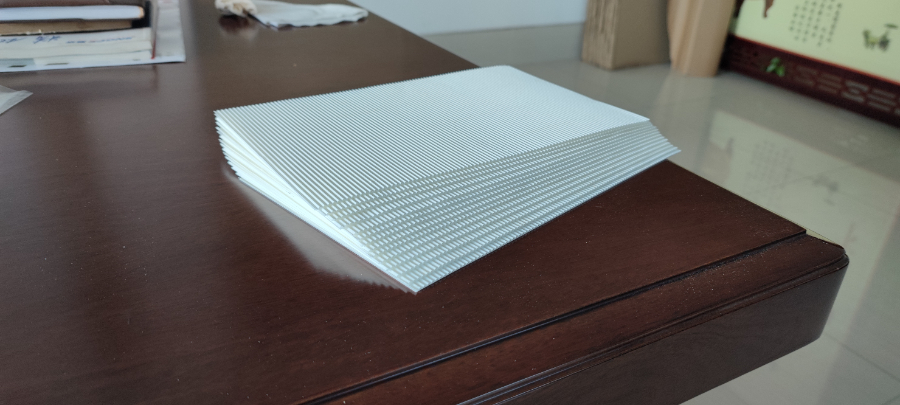
玻璃纤维作为一种高性能无机非金属材料,具有强度高、模量高、耐高温、耐腐蚀、电绝缘性好等众多优异性能,在建筑、交通、电子、航空航天等众多领域得到广泛应用。随着各行业对玻璃纤维需求的不断增长,玻璃纤维的生产规模持续扩大,对生产设备的要求也日益提高。玻璃纤维复卷机作为玻璃纤维生产过程中的重要设备,承担着将玻璃纤维原丝或半成品按照特定要求进行复卷的关键任务,其性能优劣直接关系到玻璃纤维产品的质量、生产效率以及企业的经济效益。因此,深入了解玻璃纤维复卷机的工作原理、应用场景以及技术发展趋势,对于玻璃纤维行业的发展具有重要意义。复卷机生产的成品卷端面平整度误差小于0.5mm,满足高速印刷机要求。江阴复卷机图片
复卷机
复卷:经过处理的卷材进入复卷系统,复卷轴在驱动系统的带动下转动,将卷材卷取在成品内芯上;压辊通过液压或气动系统施加稳定压力,确保卷材卷取紧密、均匀,避免出现空心、松散等问题。修整:复卷过程中或复卷完成后,修整系统对成品卷材的边缘进行修整,去除不规则边缘,修整产生的废料通过废料收集装置及时收集。 成品裁切:当成品卷材的卷取长度达到预设值时,长度检测装置触发成品裁切系统,裁切刀对卷材进行精细裁切,形成长度固定的成品卷材。成品收集:裁切后的成品卷材通过输送装置输送至成品收集台,由操作人员进行堆叠、打包,完成整个生产流程。部分自动化程度较高的生产线还配备了自动堆叠、自动打包装置,进一步提升生产效率。陶瓷纤维蜂窝模块复卷机工艺针对金属化薄膜等高价值材料,设备采用闭环张力控制系统,将张力波动控制在±0.5N以内。

工作原理
退纸与张力控制原纸卷置于退纸架上,通过制动装置(如磁粉刹车)控制纸幅张力,确保切割过程中材料平稳输送,并在断纸时快速制动以减少损失。纵切与横切纵切:纸幅经引纸辊输送至纵切机构,通过旋转刀具(如底刀和面刀)切割成目标宽度。横切:部分复卷机配备横切装置,可按设定长度自动裁切材料,实现定长分卷。卷绕成型切割后的材料通过卷绕辊(通常为2-3根)重新卷绕成卷。卷绕过程中,通过调整卷绕辊的转速差、压纸辊压力及张力控制系统,确保卷芯紧实、边缘整齐。例如,下引纸复卷机利用纸幅张力将纸卷拉向卷纸底辊,实现高速运行下的稳定卷绕。
原卷放卷与张力控制
复卷机通过放卷机构将大规格原卷(如造纸厂生产的母卷、薄膜生产的大卷料等)平稳释放,同时通过张力控制系统(如磁粉制动器、气动制动器等)精确控制原材料的张力,避免因张力过大导致材料拉伸变形,或张力过小造成卷绕松散、褶皱。
分切与定宽
对于需要分切成窄幅材料的场景(如将宽幅纸张分切成不同宽度的卷纸、将薄膜分切成包装用窄条等),复卷机可通过安装在刀架上的圆刀、平刀等刀具,将原卷材料沿纵向分切成多卷符合预定宽度的小卷,满足不同下游工序的尺寸需求。 针对薄膜类材料,设备配备静电消除装置,有效防止因静电吸附导致的分切困难。
复卷系统:复卷系统是复卷机的在执行环节,负责将经过处理的卷材精细卷取成成品卷材。复卷系统主要由复卷轴、涨紧装置、压辊、驱动系统组成。复卷轴采用气胀轴或机械胀轴结构,通过涨紧装置实现对成品卷材内芯的牢固固定,方便成品卷材的装卸。压辊与复卷轴紧密配合,通过液压或气动系统提供稳定的压力,确保卷材卷取紧密、均匀,避免出现空心、松散等问题,压辊压力可根据卷材材质和厚度进行调整,调整范围通常为0.1-0.5MPa。驱动系统采用高精度伺服电机,通过同步带或齿轮传动带动复卷轴转动,复卷速度可实现无级调节,与放卷速度、分切速度精细匹配,确保复卷过程平稳。本机纠偏系统响应灵敏,卷材定位准确,复卷边缘整齐,提升成品美观度。江苏RTO废气处理复卷机生产厂家
模块化设计使复卷机易于维护,关键部件可快速更换以减少停机损失。江阴复卷机图片
导向系统:导向系统的在作用是确保卷材在输送过程中保持平稳、直线运行,避免出现褶皱、偏移等问题,为后续的分切、复卷工序提供精细定位。导向系统主要由导向辊、托辊、调整机构组成。导向辊采用高精度不锈钢材质,表面经过抛光处理,减少与卷材表面的摩擦力,避免划伤卷材;托辊均匀分布在卷材输送路径上,起到支撑卷材的作用,防止卷材因自重产生下垂、变形。调整机构可通过手动或电动方式调整导向辊的角度和位置,进一步优化卷材的输送轨迹,适配不同宽度、厚度的卷材加工需求。江阴复卷机图片
- 无锡沸石转轮复卷机公司 2026-05-02
- 玻璃纤维蜂窝模块复卷机视频 2026-05-02
- 江苏脱硫脱硝复卷机工艺 2026-05-01
- 无锡玻璃纤维模块复卷机哪家好 2026-05-01
- 江阴SCR复卷机价格 2026-05-01
- RTO废气处理复卷机 2026-05-01
- 江阴催化燃烧复卷机生产工艺 2026-05-01
- 江苏SCR复卷机公司 2026-05-01
- 江阴复卷机图片 2026-05-01
- 无锡玻璃纤维蜂窝模块复卷机多少钱 2026-05-01
- 江阴有机废气处理复卷机 2026-04-30
- 江苏玻璃纤维模块复卷机图片 2026-04-30