折弯机滑块动作不佳的故障原因及解决方案: 可能原因: 1.滑块尚未抵达速度转换点:导致滑块无法按预期速度运行。 2.系统Y轴折弯部分的参数设置不当:影响滑块动作的精确度和稳定性。 3.压力不足:可能由编程操作错误、机床参数设置不合理或液压系统故障等原因引起。 针对以上问题,我们可以采取以下措施进行排查和解决: 1.确认滑块是否已到达速度转换点:检查滑块位置,确保其已到达速度转换点。 2.仔细检查并调整系统Y轴折弯部分的参数设置:根据实际需求,调整Y轴折弯部分的参数,以优化滑块动作。 3.深入分析并解决压力不足的问题:从编程操作、机床参数调整和液压系统检查与维修等方面入手,多方面排查并解决压力不足的问题。液压折弯机根据同步方式的不同可分为扭轴同步、机液同步,和电液同步。贵州扭轴数控折弯机工厂
数控折弯机的的主要组成部分及结构说明: 1.滑块部分:采用液压传动,滑块部分由滑块、油缸及机械挡块微调结构组成。左右油缸固定在机架上,通过液压使活塞(杆)带动滑块上下运动,机械挡块由数控系统控制调节数值。 2.工作台部分:由按钮盒操纵,使电动机带动挡料架前后移动,并由数控系统控制移动的距离,其读数为0.01毫米(前后位置均有行程开关限位)。 3.同步系统:该机由扭轴、摆臂、关节轴承等组成的机械同步机构,结构简单,性能稳定可靠,同步精度高。机械挡块由电机调节,数控系统控制数值。 4.挡料机构:挡料采用电机传动,通过链操带动两丝杆同步移动,数控系统控制挡料尺寸,激光加工系统与计算机数控技术相结合可构成自动化加工设备,为低成本的加工生产开辟了广阔的前景。双伺服折弯机调试折弯机加工前要确认安全防护装置完好。

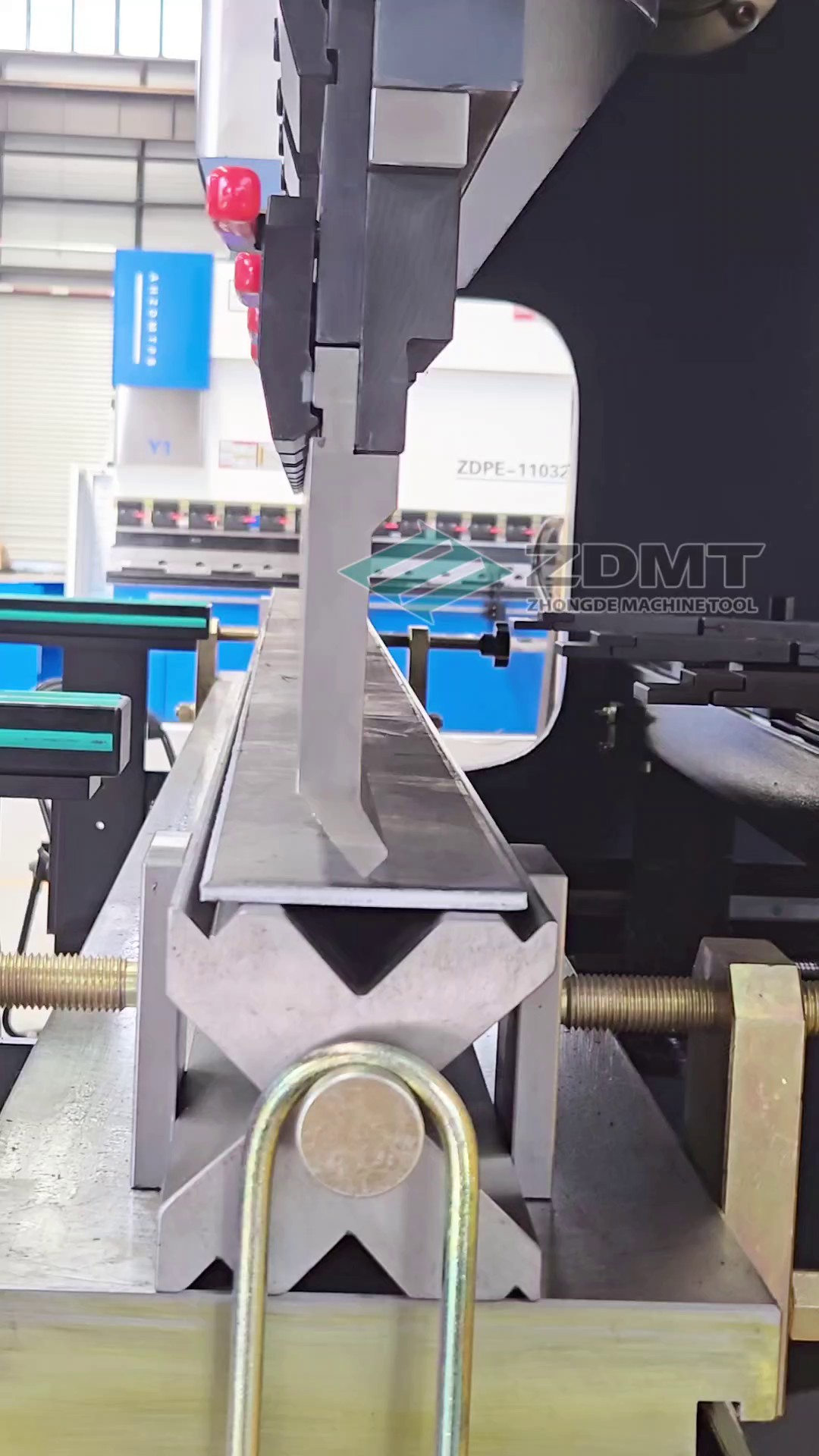
数控折弯机主要结构与功能解析: 1.同步机构系统 由扭轴、下摆臂及关节轴承构成的机械同步机构,具有结构简单、运行稳定可靠、同步精度高三大优势,确保折弯过程的一致性。 2.挡块控制系统 采用电动机驱动机械挡块,通过数控系统实现数字化标值控制,准确调节加工参数。 3.滑块驱动系统 液压传动:导轨滑块部分采用液压驱动,由液压缸、滑块及机械挡块调整机构组成 运动原理:上下液压缸固定于机架,通过液压活塞推动滑块实现垂直运动 数控联动:机械挡块与数控系统协同,实现标值化位置控制 4.工作台夹持系统 结构组成:由底座(含座壳、线圈、盖板)与压板构成,底座通过铰链连接夹紧板 电磁夹持:线圈通电产生磁力,驱动压板与底座形成闭合磁场,实现对薄板材料的无接触式夹持 安全设计:线圈置于座壳凹陷内,顶部覆有盖板,兼具散热与防护功能 5.系统协同性 各模块通过数控系统集成控制,实现从同步运动到夹持定位的全流程自动化,确保加工精度与效率。
数控折弯机的关键竞争力在于其高精度的自动控制系统,通常采用 PLC 或专门数控系统,支持图形化编程与参数化设置。操作人员可通过触摸屏输入板材材质、厚度、折弯角度、折弯顺序等参数,系统会自动计算所需折弯力、滑块行程及后挡料位置,实现全流程自动化运行。先进的数控系统还具备程序存储功能,可保存数百组加工方案,针对多品种、小批量生产场景,能快速切换参数,大幅缩短调试时间。部分机型搭载的全闭环控制技术,通过光栅尺实时反馈滑块与后挡料的位置信息,将重复定位误差控制在微米级,满足精密零部件的加工要求。同时,数控系统的故障自诊断功能可实时监测设备运行状态,及时预警液压、电气等系统的异常,降低停机损失。折弯机工作结束后,应使上刀具停至下死点,切断电源,并对工作场地进行清理。

模具是折弯机的执行终端,分为安装于滑块上的上模(冲头)和安装于工作台上的下模(凹模)。模具的形状、尺寸和材质直接决定了折弯件的形态和成型质量。常见的下模有不同开口宽度的V型槽,以适应不同厚度的板材。上模则根据折弯角度和形状的不同,有尖刀模、鹅颈模等多种类型。模具的硬度和耐磨性是保证其使用寿命的关键,高质量的模具能够长时间保持其几何精度,确保产品的一致性,是机器与工件直接接触的媒介。数控系统是折弯机的大脑,负责接收操作指令、处理数据并控制机器各部件的动作。现代数控系统通常配备有大尺寸彩色触摸屏,提供直观的人机交互界面。操作人员可以通过图形化界面输入板材参数、选择模具、设定折弯角度和顺序。系统内置的工艺数据库能够自动计算折弯系数和回弹补偿值,简化了编程过程,降低了对操作人员个人经验的依赖,使得复杂零件的加工变得更加规范和可控,极大地提升了操作的便捷性和逻辑性。电液同步技术结合光栅尺反馈,实现折弯位置的实时监控与调整,确保高精度加工。江西电液伺服折弯机批发价格
目前折弯机模具在很多行业领域中被普遍运用,且是一种不可替代的加工工具。贵州扭轴数控折弯机工厂
不同材质的板材具有不同的力学性能,如硬度、韧性、屈服强度等,对折弯机的加工参数如折弯力、折弯速度、保压时间等产生明显影响。普通碳钢材质较软,屈服强度低,折弯力需求较小,折弯速度可适当提高,保压时间较短,通常无需特殊模具;不锈钢材质硬度高、韧性强,屈服强度高,所需折弯力是普通碳钢的 2-3 倍,折弯速度需降低,保压时间需延长,以避免板材开裂,同时需选用强度高、耐磨性高的模具;铝合金材质质地较软,但塑性较好,折弯力需求适中,折弯速度可中等,保压时间较短,但需注意避免板材表面产生划痕,模具需采用抛光处理;钛合金材质硬度高、强度大,折弯力需求大,需选用大吨位折弯机,折弯速度需缓慢,保压时间长,模具需采用硬质合金材质,同时折弯前需对板材进行预热处理,降低折弯难度。此外,板材的厚度也会影响加工参数,厚度越大,所需折弯力越大,折弯速度越慢,保压时间越长。因此,在折弯加工前,需明确板材的材质与厚度,根据材质特性调整加工参数,必要时进行试折弯,确定合适参数组合。贵州扭轴数控折弯机工厂
安徽中德机床股份有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在安徽省等地区的机械及行业设备行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**安徽中德机床股份有限公司和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!