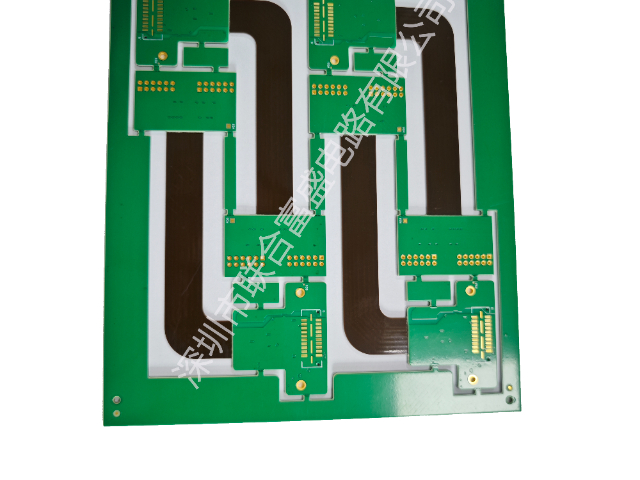
软硬结合板的批次一致性是批量生产的关键控制点,联合多层线路板在生产中实施统计过程控制。关键工序如压合温度曲线、蚀刻线速、电镀电流密度等参数均设定控制范围,通过SPC系统实时监控,发现异常趋势时及时调整。层压工序温度均匀性控制在±2℃以内,压力波动控制在±0.5kg/cm²,确保每批次产品层间结合力一致。钻孔工序定位精度通过X-ray钻靶机定期校验,孔位偏差控制在±25微米以内。电镀工序铜厚均匀性通过霍尔槽试验验证,板面铜厚极差控制在10%以内。测试工序阻抗测试数据每周汇总分析,评估制程能力指数Cpk维持在1.33以上。通过持续数据收集和分析,软硬结合板批量生产良率维持在95%以上。联合多层软硬结合板采用改性聚酰亚胺材料,高频下介电损耗因子小于0.005 。株洲pcb板软硬结合板打样
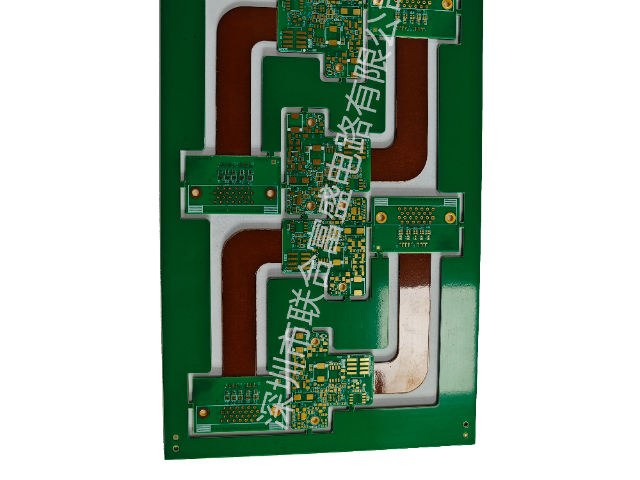
软硬结合板的射频电路设计需考虑信号损耗和阻抗匹配,联合多层线路板在材料选择和线路布局上实施控制。高频信号路径采用微带线或带状线结构,线宽根据目标阻抗值和介质厚度计算确定。柔性区聚酰亚胺的介电常数约3.4,介质损耗因子0.002-0.005,在2.4GHz频段插入损耗小于0.1dB/cm。刚性区FR-4介电常数约4.2,介质损耗因子0.02,适合5GHz以下频段应用。对于更高频率需求,可选用改性聚酰亚胺或低损耗材料。射频线路周围增加地孔屏蔽,减少串扰和辐射损耗,地孔间距小于λ/10。经过网络分析仪测试验证的软硬结合板,在指定频段内电压驻波比小于1.5。刚挠结合板加工软硬结合板fpc设计联合多层软硬结合板采用全自动化生产线,关键工序精度控制在0.15mm以内 。

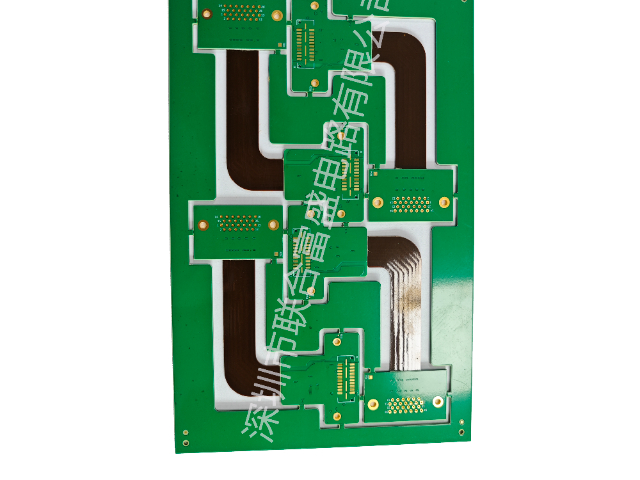
联合多层线路板在软硬结合板生产中建立了稳定的材料供应体系,保障原料质量的一致性和可追溯性。板材合作商包括罗杰斯、生益、南亚、建滔KB等行业品牌,可稳定供应高频材料、A级常规板材及特种基材。在特殊板材方面,罗杰斯高频材料的供应渠道保障了5G通信、卫星设备等领域对低损耗材料的需求,其介电性能在不同批次间保持稳定。常规板材方面,生益、建滔KB等厂商的A级材料在尺寸稳定性、板内膨胀系数等指标上表现稳定,有助于维持加工良率的稳定。铜箔供应商覆盖电解铜箔和压延铜箔两类,分别适应静态安装和动态弯折的不同需求,压延铜箔的延展性优于电解铜箔,在反复弯折时不易产生裂纹。粘结材料方面,根据软硬结合板的层数和应用场景,选用不同流动性和热膨胀系数的PP或纯胶,确保压合后填充效果良好且无空洞。多源供应的材料策略,可在保证质量的前提下灵活调配资源,应对原材料市场波动的风险。
在汽车电子应用中,软硬结合板需要适应宽温度范围和机械振动环境,联合多层线路板通过材料选择和工艺控制满足车载要求。产品通过IATF16949汽车体系认证,生产过程中实施统计过程控制,维持各工序参数稳定。电池管理系统中,软硬结合板的柔性区可沿电池模组表面布局,采集各电芯电压和温度数据,刚性区安装监控芯片和处理电路。发动机控制单元附近的工作温度可达125℃,软硬结合板采用耐高温基材,刚性区与柔性区的热膨胀系数经过匹配,减少温度循环时的层间应力。车载信息娱乐系统中,软硬结合板在仪表台有限空间内实现显示屏与主控板的信号连接,同时适应车辆行驶过程中的持续振动。联合多层软硬结合板通过冷热循环测试,负55度至125度循环100次无故障。
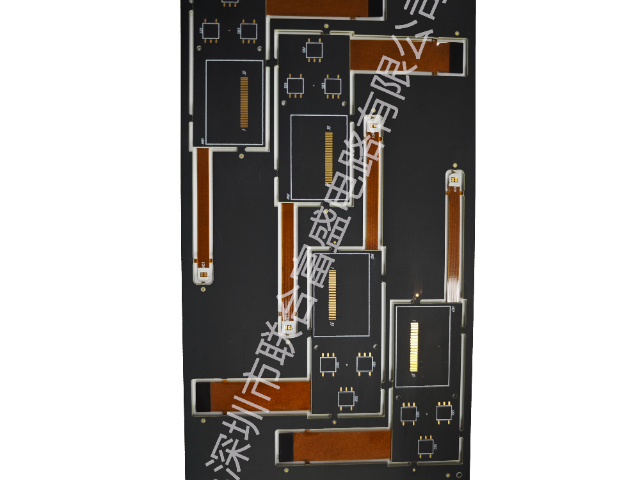
软硬结合板在电源模块中的应用,利用其刚柔结合特性实现功率回路与控制回路的集成。联合多层线路板针对电源模块开发了厚铜软硬结合板方案,刚性区采用2盎司以上铜厚,满足10A以上大电流传输需求,同时通过大面积铺铜和导热孔设计增强散热效果。柔性区采用1盎司标准铜厚,保持可弯曲特性,用于连接功率模块与主板。电流路径设计考虑载流能力,在关键线路上增加铜箔宽度或多层并联,减少线路电阻和压降。功率器件安装在刚性区,通过热仿真优化布局,控制器件工作温度在允许范围内,导热孔密度根据热耗确定。联合多层软硬结合板最小弯曲半径达1mm,满足可穿戴设备内部狭小空间安装需求。广州哪里有软硬结合板的介绍
联合多层软硬结合板通过热冲击测试,288度高温下10秒循环3次无分层。株洲pcb板软硬结合板打样
软硬结合板的弯折区域覆盖膜保护是保证长期可靠性的关键,联合多层线路板控制覆盖膜压合工艺。覆盖膜材料由聚酰亚胺和丙烯酸胶组成,厚度根据柔性区厚度匹配,常用规格25微米和50微米。覆盖膜开窗通过激光切割或模具冲切形成,开窗尺寸比焊盘单边大0.1-0.2毫米,避免偏移后遮挡焊盘。压合前对柔性区表面进行等离子清洗,去除油污和氧化物,增强胶层附着力。压合温度控制在160-180℃,压力10-15kg/cm²,胶层充分流动填充线路间隙,形成无气泡的保护层。压合后通过切片检查覆盖膜与铜箔的结合界面,确认无分层或空洞。经过覆盖膜保护的柔性区,在弯折测试和高温高湿测试中保持性能稳定。株洲pcb板软硬结合板打样
针对消费电子领域的轻薄化和小型化需求,联合多层线路板的软硬结合板提供了有效的电路互联解决方案。在智能...
【详情】软硬结合板的HDI技术应用满足了高密度组装需求,联合多层线路板可生产一阶至三阶HDI软硬结合板。采用...
【详情】软硬结合板在医疗器械中的一次性使用产品,注重成本控制和灭菌适应性。对于内窥镜手术器械等一次性使用场景...
【详情】软硬结合板的批次一致性是批量生产的关键控制点,联合多层线路板在生产中实施统计过程控制。关键工序如压合...
【详情】软硬结合板的散热设计对于功率器件应用至关重要,联合多层线路板在设计中考虑热传导路径。功率器件安装在刚...
【详情】联合多层线路板生产的软硬结合板,在结构设计上采用刚性与柔性材料复合工艺,刚性区以FR-4环氧玻璃布为...
【详情】联合多层线路板的软硬结合板在无人机和航拍设备中应用,需要轻量化和抗振动特性。无人机飞行过程中的持续振...
【详情】针对消费电子领域的轻薄化和小型化需求,联合多层线路板的软硬结合板提供了有效的电路互联解决方案。在智能...
【详情】软硬结合板的弯折区域覆盖膜保护是保证长期可靠性的关键,联合多层线路板控制覆盖膜压合工艺。覆盖膜材料由...
【详情】软硬结合板的设计涉及电气性能和机械可靠性的平衡,联合多层线路板工程团队可提供相关设计参考。弯曲半径是...
【详情】软硬结合板的金手指结构设计是实现多次插拔可靠性的关键,联合多层线路板在此类产品上积累了工程经验。金手...
【详情】高频信号传输对软硬结合板的阻抗控制提出要求,联合多层线路板在生产中实施阻抗管控措施。阻抗控制的实现涉...
【详情】