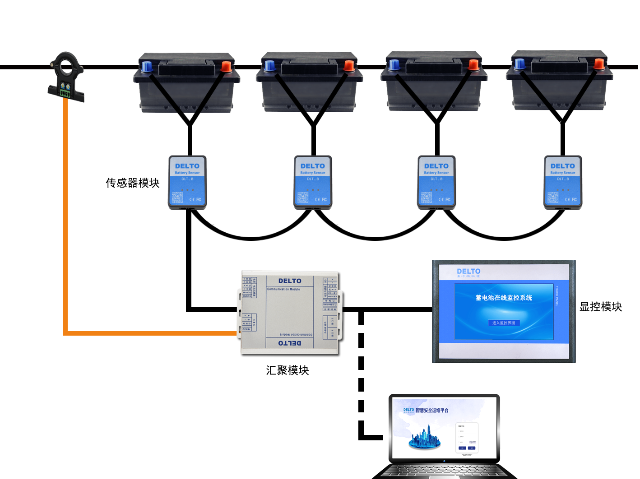
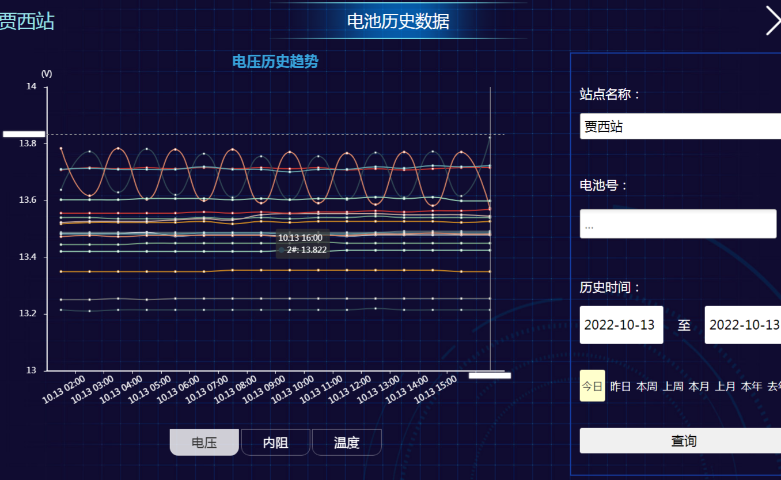
使用与维护中的效能提升 在使用阶段,蓄电池管理聚焦于性能监控与寿命延长。通过实时采集电压、温度及内阻数据,系统可预警潜在故障,避免突发失效。均衡充电技术能有效维持电池组一致性,明显提升充放电效率。维护环节强调定期检测与安全操作,例如在数据中心等关键场景,智能管理系统可实现远程监控,降低运维成本。这些措施确保电池在服役期内稳定运行,减少资源浪费。在效能提升的具体实践中,还需注重充放电策略的优化。采用智能充放电算法,根据不同的使用场景和电池状态动态调整充放电参数,避免过充过放对电池造成损害。例如,在用电高峰期,系统可自动调整放电深度,确保满足负载需求的同时,极大限度保护电池;而在低谷期,则通过合理的充电策略,快速恢复电池容量。此外,定期对电池进行容量测试和内阻检测,能够及时发现性能衰减的电池单体,便于进行针对性的维护或更换,防止因个别电池问题影响整个电池组的效能。同时,保持电池工作环境的适宜温度和湿度也至关重要,温度过高或过低都会影响电池的化学反应速率和性能稳定性,通过配备温控系统,可将环境温度控制在电池较合适工作范围内,进一步提升蓄电池的使用效能和寿命。蓄电池全生命周期管理可预防性维护,避免因电池突发故障造成重大业务中断。北京直流屏蓄电池全生命周期管理原厂

数据中心:精细资产管理与成本控制的关键 数据中心作为电力消耗的关键场景,蓄电池的全生命周期管理是实现精细化运营与成本控制的关键。面对成千上万个电池单体,传统模式下的“一刀切”更换不仅浪费巨大,更埋下可靠性隐患。全生命周期管理系统通过实时健康度(SOH)评估与准确容量预测,为每一组电池建立单独的性能衰减曲线,科学判定其“服役终点”。这不仅将电池有效使用寿命平均提升20%以上,实现按需准确更换,更能将备件库存成本优化30%,将庞大的电池资产从“成本黑洞”转化为可预测、可优化的关键资产,为数据中心的高效、低碳运营提供坚实支撑。河北蓄蓄电池全生命周期管理蓄电池全生命周期管理是远程诊断专业人士系统,赋予前道运维专业能力。

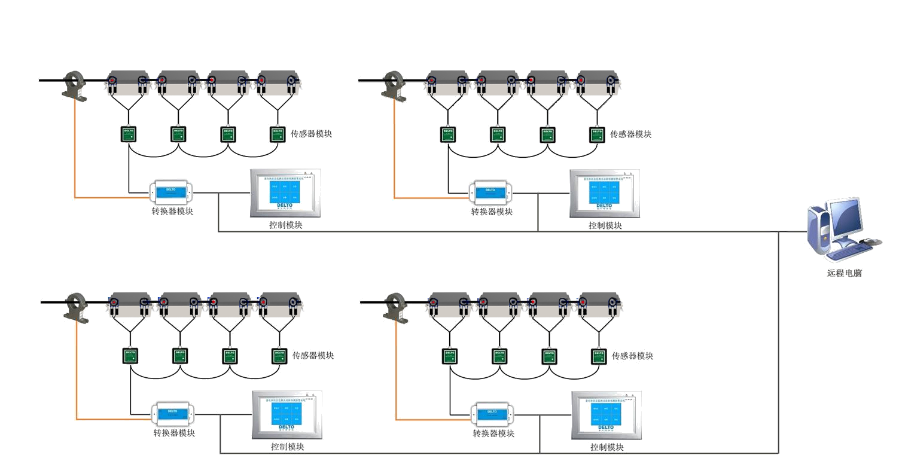
建立标准化管理体系,打造跨区域、大规模资产的拔尖运维能力 对于拥有成千上万组电池、分布全国的通信、电力或大型互联网公司,电池管理的挑战在于标准化与规模化。全生命周期管理系统为此提供了统一的数字管理平台。它制定了从安装测试、日常监控到维护退役的标准化作业流程(SOP),并通过平台固化为强制步骤,确保任何角落的操作都合规一致。所有站点的电池数据汇聚成统一的资产视图,支持跨区域、跨品牌的性能对标分析,快速发现共性问题。这使得总部能够对分散的资产实施集中、透明、高效的拔尖管理,以标准化体系支撑大规模运营,实现运维质量与效率的指数级提升。
设计与生产阶段的绿色根基 蓄电池全生命周期管理始于设计源头,通过优化材料选择与结构参数,明显降低环境负荷。例如,采用轻量化电极设计可减少资源消耗,而模块化架构则便于后期维护与回收。生产环节需严格遵循清洁工艺标准,控制铅、镉等有害物质排放,确保电池安全性与可持续性。这一阶段的关键在于将环保理念融入每个细节,为后续使用与回收奠定基础。在材料选择上,优先考虑可再生、低毒或无毒的原材料,减少对稀有金属和高污染材料的依赖。比如,研发和应用新型环保电解液,不仅能提升电池性能,还能降低生产过程中的环境污染风险。同时,对生产过程中产生的废料进行分类处理和资源化利用,如对边角料、不合格品等进行回收再加工,提高材料的利用率,极大限度减少废弃物的产生。此外,生产基地的建设也充分融入绿色理念,厂房设计采用节能建材和采光通风系统,生产设备选用高效节能型号,降低生产过程中的能源消耗。通过在设计与生产阶段多维度贯彻绿色理念,蓄电池从诞生之初就具备了良好的环保基因,为实现全生命周期的绿色管理迈出了坚实的第一步。蓄电池全生命周期管理可监控电池性能衰减趋势可预测,预算编制更准确。

蓄电池全生命周期管理的安装与调试和实践 蓄电池安装与调试的质量直接关系到后续运行的可靠性和寿命。安装前需进行环境评估,确保安装场所的温度、湿度、通风条件符合电池要求。安装过程中应遵循厂家指导,特别注意连接件的紧固力矩、绝缘处理、极性检查等细节,避免因安装问题导致的早期故障。 调试阶段应进行完整的性能测试,包括容量测试、内阻测试、均充浮充参数设置验证等。所有测试数据应记录归档,作为电池的初始健康档案。对于大型电池系统,还需进行通信连接测试、监控系统联调和保护功能验证。专业的安装与调试不只能确保电池系统安全投运,还为后续的精细化管理提供了准确的基准数据。蓄电池全生命周期管理期数据为电池梯次利用提供专业的价值评估依据。浙江智能蓄电池全生命周期管理生产厂家
蓄电池全生命周期管理从被动应对故障,到主动预测并规划电池退役。北京直流屏蓄电池全生命周期管理原厂
蓄电池全生命周期管理的回收与环保处理 当蓄电池完全丧失使用价值后,应进入规范的回收处理流程。回收不只是环保要求,也是资源再利用的重要环节。铅酸电池的铅回收率可达98%以上,锂电池中的钴、锂、镍等贵金属同样具有很高的回收价值。 选择合规的回收处理商至关重要,应核查其资质、技术能力和环保记录。回收过程应遵循"拆解-分类-处理"的标准流程,确保有害物质得到安全处置,有价值材料充分回收。完整的回收记录应归档保存,作为环保合规的证据。负责任的回收处理不只履行了环保责任,也创造了循环经济价值。北京直流屏蓄电池全生命周期管理原厂
南京鼎尔特科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的仪器仪表中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来南京鼎尔特科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!