- 品牌
- 冠宇,鑫冠宇
- 型号
- GY-AOP
河北冠宇的AOP设备**在于其多元催化臭氧氧化技术。我们不仅局限于传统的臭氧直接氧化,而是通过专有的高效催化劑,将臭氧(O₃)在反应瞬间转化为更具氧化能力的羟基自由基(·OH)。该自由基的氧化电位高达2.8eV,远超臭氧本身,能无选择性地攻击并矿化绝大多数难降解有机污染物,如***、染料、酚类等。我们的催化剂经过特殊设计与表面改性,具有巨大的比表面积和丰富的活性位点,能***提升臭氧的传质效率与转化率,使臭氧利用率提升至80%以上,远超行业平均水平。此工艺确保了在同等投加量下,污染物降解效率比较大化,同时有效抑制了溴酸盐等副产物的生成,尤其适用于对出水水质要求极高的工业废水深度处理与回用领域。智能化控制,让高级氧化设备操作如此简单便捷!辽宁制药废水处理AOP高级氧化设备实力厂家

活性炭基催化剂通过“吸附-催化”协同作用强化处理效果。活性炭载体的比表面积通常达800-1500m²/g,丰富的微孔结构可快速吸附污染物形成高浓度反应区,表面的羟基、羰基等官能团还能直接参与催化。负载型活性炭催化剂性能更优,如负载Fe³⁺的活性炭在处理农药废水时,不仅吸附容量提升25%,还能通过Fe³⁺/Fe²⁺循环持续生成・OH,使COD去除率稳定在85%以上。负载TiO₂的活性炭则结合了吸附与光催化优势,在紫外光照射下,对水中微塑料的降解速率是单一TiO₂的1.8倍。芬顿耦合AOP高级氧化设备处理工艺臭氧浓度稳定保障 AOP 持续高效净化。

催化剂的关键性能指标需重点评估,包括活性、稳定性和选择性。活性方面,优先选择羟基自由基生成速率高的催化剂,如复合催化剂TiO₂-Fe₂O₃在制药废水处理中・OH生成量是单一TiO₂的2.3倍,能快速降解污染物;稳定性需关注催化剂在长期运行中的溶出率和活性保持率,ZnO虽活性优异,但在pH<5时易溶出Zn²⁺,不适合酸性废水长期使用,而TiO₂经改性后溶出率可控制在0.1mg/L以下,可稳定运行3000小时以上;选择性则针对特定污染物,如处理含硫废水时,MnO₂催化剂通过晶格氧参与反应,对硫化物的氧化选择性比普通催化剂高40%。
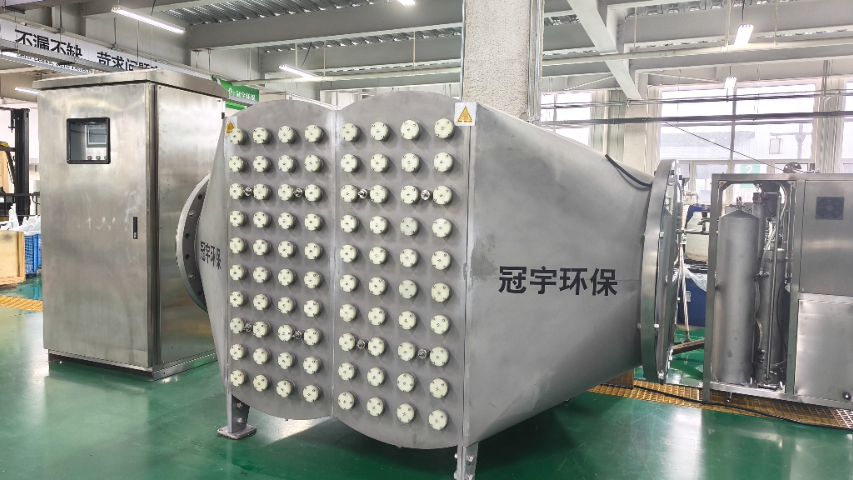
得益于模块化、一体化的设计理念和高效的反应器结构,河北冠宇的AOP设备单位处理能力的占地面积远低于传统污水处理构筑物。整个系统结构紧凑,布局合理,通常只需提供一块平整的硬化地面即可安装,极大地节约了宝贵的土地资源,特别适用于用地紧张的厂区改造或扩建项目。标准化的接口设计(管道、电缆)使得安装工作变得简单快捷,如同“搭积木”一般,很大程度地减少了对客户现有生产运营的干扰,实现了污水处理设施的“快速植入”。面对高浓度、高毒性废水,AOP技术是您可靠的解决方案。

催化剂失活是制约催化臭氧氧化技术长期稳定运行的关键。河北冠宇的AOP系统集成了独有的在线催化剂再生工艺。当催化剂因积碳或金属离子吸附而暂时失活时,系统可自动启动再生程序,通过低强度的化学清洗或热烘烤,恢复其催化活性,无需频繁更换催化剂,大幅降低了运维成本和危废产生量。同时,我们的催化剂载体经过特殊筛选与修饰,具备极高的机械强度和化学稳定性,能有效抵抗废水复杂成分的侵蚀,确保催化剂在长达数年的运行周期内保持高活性,为客户提供了稳定可靠的长期处理保障。稳定达标,让您从容应对日益严格的污水处理达标。芬顿耦合AOP高级氧化设备处理工艺
迅捷链式反应,秒级内完成污染物的分解与矿化。辽宁制药废水处理AOP高级氧化设备实力厂家
河北冠宇在系统能耗优化上不遗余力。除了高效臭氧发生器,我们还引入了能量回收理念。例如,在需要加压的反应系统中,我们采用能量交换器,利用排出浓水的压力对进入系统的新鲜进水进行增压,有效回收了水压能。此外,智能变频技术(VFD)被广泛应用于水泵、风机等动力设备,使其转速实时匹配工艺需求,避免了“大马拉小车”的能源浪费。通过系统性的热能管理(如利用臭氧发生器冷却水的余热),进一步降低了综合运行成本。这一系列措施使得我们的AOP设备在保持前列处理效能的同时,全生命周期成本更具市场竞争力。辽宁制药废水处理AOP高级氧化设备实力厂家
- 吉林便携式(小型设备适用)AOP高级氧化设备优缺点 2026-04-25
- 江苏芬顿耦合AOP高级氧化设备特点 2026-04-24
- 辽宁制药废水处理AOP高级氧化设备实力厂家 2026-04-24
- 河南紫外光催化AOP高级氧化设备如何操作 2026-04-24
- 天津牧养殖废水处理AOP高级氧化设备价格咨询 2026-04-23
- 辽宁芬顿耦合AOP高级氧化设备电耗如何计算 2026-04-22
- 天津杀菌消毒型AOP高级氧化设备应用场景 2026-04-22
- 江苏定制化AOP高级氧化设备运营成本 2026-04-21
- 浙江高效催化型AOP高级氧化设备处理工艺 2026-04-20
- 吉林市政污水处理用AOP高级氧化设备研发生产 2026-04-20
- 河北光芬顿式AOP高级氧化设备电耗如何计算 2026-04-20
- 云南冠宇牌AOP高级氧化设备售后服务 2026-04-19