- 品牌
- 美焊
- 型号
- MWR
- 控制方式
- 自动
- 作用原理
- 逆变,脉冲
- 电源类型
- 逆变式电源
- 是否数控
- 是
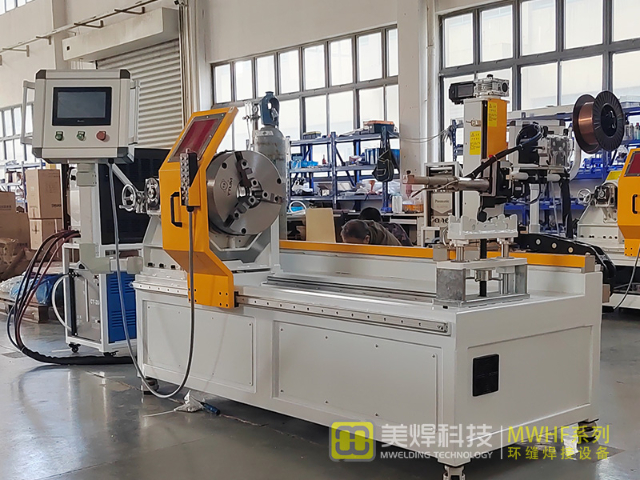
八轴氩弧焊机器人的执行部件为日本 FANUC M-10iD/12 六轴机器人,采用电缆内置式结构,增大了旋转轴的中空手腕直径,强化了手臂刚性,能够通过高速、高精度动作提升生产效率,适配各类弧焊应用场景。该机器人控制轴数为 6 轴,安装方式灵活,可实现地面、顶吊、倾斜三种安装模式,比较大可达半径 1410mm,重复定位精度高达 ±0.03mm,确保焊接轨迹的精细把控。其手腕最大负载能力为 10kg,各轴旋转范围与速度表现优异,J6 轴比较大旋转速度可达 720°/s,能够快速响应复杂焊接轨迹需求。与美焊科技的 MWG 系列堆焊设备类似,该机器人同样注重结构稳定性与精度控制,美焊堆焊设备的伺服驱动与精密传动技术,与 FANUC 机器人的高刚性手臂设计异曲同工,均为工业焊接提供了可靠的精度保障。此外,该机器人支持脱机示教功能,可大幅削减示教时间,配合智能化功能扩展,能与视觉传感器或力觉传感器配套使用,进一步提升焊接适应性。焊接过程手动调整功能,可通过线控器执行偏移。安徽异形件氩弧焊机器人生产厂家

八轴氩弧焊机器人的 FANUC M-10iD/12 本体采用电缆内置式结构,不仅增大了旋转轴的中空手腕直径,还强化了手臂刚性,能够在高速运动后实现无振动定位,保障焊接轨迹的精确性。机器人的各关节采用专有的齿轮驱动机构,可对应高转动惯量的负载,同时通过精简的机械结构设计,实现了苗条的电缆内置式手臂,减少了运动干涉,扩大了作业范围。机器人的重复定位精度高达 ±0.03mm,各轴运动速度快、范围广,其中 J6 轴的旋转速度可达 720°/s,能够快速响应复杂焊缝的焊接需求,这一高精度运动性能与美焊科技堆焊设备的精密传动系统类似,美焊堆焊设备的旋转精度≤0.1mm,确保堆焊层均匀性。机器人支持地面、顶吊、倾斜三种安装方式,适配不同车间布局与作业场景,为工业生产提供了灵活的自动化解决方案。贵州氩弧焊机器人大概价格美焊科技在铁路机车领域有成熟应用,实现焊接打磨同步。

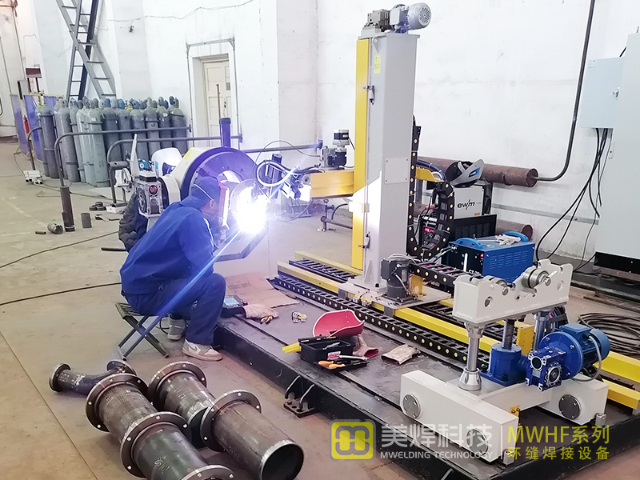
八轴氩弧焊机器人配备的TIG 氩弧焊枪,由美焊科技自主研发,采用内置水冷设计,暂载率达 100%,焊接电流 500A,适配 0.8-1.6mm 直径焊丝,具备使用寿命长、冷却效果好、耐机械疲劳性能优异等特点。焊枪集成磁吸式防碰撞装置,当发生碰撞时,防撞传感器能自动向机器人发出保护信号,有效保护机器人本体与焊枪,该防碰撞传感器复位方式为手动,定位精度 < 0.03mm,感应方式为磁吸式,允许扭转角度≥15°,重量: 0.49kg,重复定位精度高且性能可靠。与美焊科技 ATW80 TIG 水冷焊枪相比,二者均采用强制水冷设计保障长时间作业,美焊焊枪长度可达 1500mm,适合深层堆焊,而这款氩弧焊枪则更侧重与机器人的适配性,结构紧凑且防护完善,电缆接头处通过金属接头及塑料护套加强防护,避免拉拽刮擦造成的损坏。焊枪整体设计符合机器人焊接的运动轨迹需求,能与变位机、机器人本体协同动作,确保在复杂焊接姿态下仍能保持稳定的焊接效果,是保障焊缝质量的关键部件之一。
美焊科技为八轴氩弧焊机器人客户提供全流程服务,从售前技术咨询、方案设计,到售中安装调试、人员培训,再到售后质保维修、备品备件供应,形成完整的服务体系,全位置保障客户价值。售前阶段,美焊科技根据客户的生产需求、工件规格与车间布局,提供个性化的机器人焊接系统方案设计,帮助客户优化生产流程;售中阶段,专业技术团队上门完成设备安装调试,确保设备正常运行,并对操作人员进行系统培训;售后阶段,完善的质保政策与快速响应的维修服务,保障设备长期稳定运行。这一全流程服务体系与美焊科技堆焊设备的服务体系一致,均以客户需求为中心,通过专业、高效的服务,帮助客户快速实现自动化升级,降低生产成本,提升市场竞争力,体现了美焊科技作为专业自动化解决方案提供商的综合实力。送丝机四轮驱动 + 光电反馈,送丝精度高、稳定性强。

八轴氩弧焊机器人搭载的 HW500E 程控电源具备超级脉冲功能,能够通过调整脉冲频率(0.5-50HZ 可选),加大焊缝熔深,增强电弧挺度,有效改善焊接过程中的熔池流动性,减少气孔、夹渣等焊接缺陷,尤其适用于厚板焊接或对熔深要求较高的场景。电源采用 100kHz 超高逆变频率与零延时采样电路,能够快速响应焊接过程中的参数变化,实现熔滴过渡的精细化控制,独特的电源能量泄放设计,可避免熔滴过渡瞬间电流力对熔池的冲击,保障焊缝成型均匀平整。电源的输出正负端双远端采样补偿功能,能够精确判断熔滴过渡过程状态,根据实际情况实时调整输出参数,确保焊接质量的稳定性。这一先进功能与美焊科技 WSM400RHW 电源的精确电流控制功能异曲同工,均体现了美焊科技在焊接电源研发上的技术实力,为高质量焊接提供了可靠动力保障。设备模块化设计,部件拆装便捷,维护成本低。浙江异形管件氩弧焊机器人批发厂家
AVC 弧压跟踪功能实时修正轨迹,确保钨极与工件高度一致。安徽异形件氩弧焊机器人生产厂家
八轴氩弧焊机器人的电气控制系统基于三菱 PLC 可编程控制器搭建,与触摸屏配套形成友好的人机交互界面,可通过参数修改便捷控制焊接电源,根据焊缝类型设置工艺配方,每个配方内包含焊接参数与焊枪走位数据,部分参数可通过触摸屏编辑,编辑页面需密码验证,确保参数安全性。系统支持 50 套焊接工艺存储,可根据焊件规格按配方名称直接调用,实现一键式操作,自动完成整个焊接过程,同时支持手动调节与手动焊接模式,手动状态下可单步动作,方便工件任一位置的焊接及补焊。该控制系统具备完善的故障自诊断功能,对焊接电源、冷却水、保护气、各动作互锁状态进行传感器监视,出现故障时及时报警并自动锁定焊接功能,与美焊科技 MH-PC10 堆焊控制系统类似,二者均具备多组工艺存储、实时监控与故障报警功能,美焊控制系统侧重堆焊的多轴协同控制,而这款系统则优化了弧焊的流程化与便捷化操作。系统电源采用 220/380V 三相五线制,配备漏电保护器与接地装置,电气安全性能符合国家标准,电柜内 I/O 点预留 20%,为后续功能扩展预留空间。安徽异形件氩弧焊机器人生产厂家
- 贵州异形管道氩弧焊机器人订制价格 2026-04-22
- 浙江异形管件氩弧焊机器人厂家 2026-04-21
- 四川氩弧焊机器人生产厂家 2026-04-21
- 上海TIG氩弧焊机器人生产厂家 2026-04-21
- 江西美焊氩弧焊机器人哪家好 2026-04-21
- 安徽异形件氩弧焊机器人生产厂家 2026-04-21
- 甘肃高精度氩弧焊机器人订制价格 2026-04-21
- 四川FANUC氩弧焊机器人一般多少钱 2026-04-21
- 山东TIG氩弧焊机器人一般多少钱 2026-04-21
- 江西TIG氩弧焊机器人生产厂家 2026-04-20
- 内蒙古FANUC氩弧焊机器人供应商 2026-04-20
- 北京FANUC氩弧焊机器人生产厂家 2026-04-20