
- 品牌
- 兆一
- 型号
- 齐全
- 产地
- 无锡
- 可售卖地
- 全国
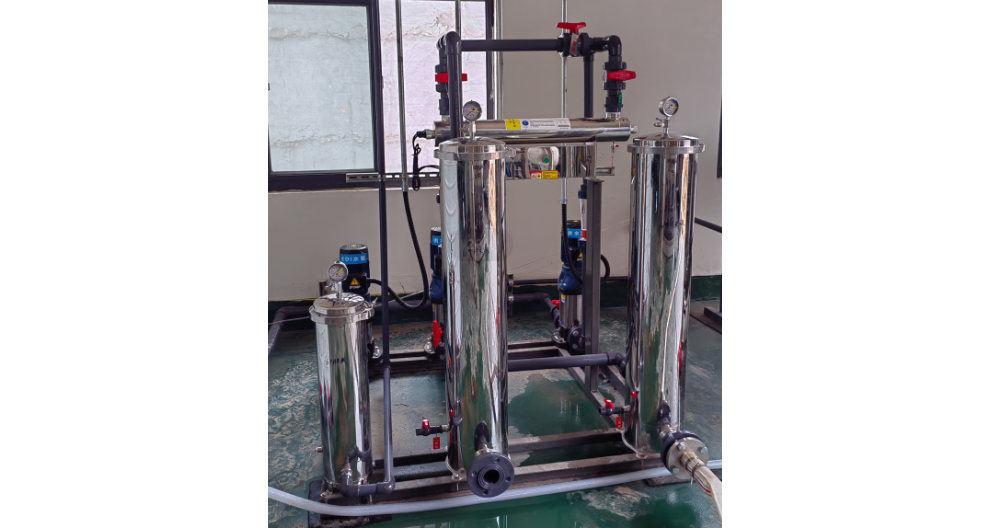
成本分析购买成本:游泳池反渗透设备的购买成本相对较高,但考虑到其长期的水质保障和节水效果,投资回报是可观的。运行成本:主要包括电力消耗、滤芯更换和化学清洗剂的费用。维护成本:定期的维护和检查可以延长设备使用寿命,降低长期维护成本。市场前景随着人们对健康和休闲生活品质的追求,游泳池反渗透设备市场需求持续增长。这类设备不仅能够提供更加安全、卫生的游泳环境,还能够节约水资源,符合当前节能减排的社会趋势。因此,游泳池反渗透设备在未来有着广阔的市场前景。总结而言,游泳池反渗透设备是一种经济实用的水净化解决方案,适合中小型用户的日常用水需求。通过合理的操作和维护,这类设备能够提供稳定且高质量的纯净水。随着技术的发展和市场的扩大,游泳池反渗透设备将继续优化升级,为用户提供更加完善的服务。设备的清洗再生系统能有效去除膜表面的污染物,恢复膜的性能。RO反渗透设备维保
反渗透设备
食品中的营养成分和风味物质多为热敏性物质,高温处理会导致其变性、挥发,而反渗透技术采用常温分离,避免了高温对食品的破坏,很大程度保留食品的天然品质。传统果汁浓缩多采用蒸发浓缩,高温会使果汁中的维生素C、花青素等营养成分大量流失,同时导致风味物质挥发,浓缩后的果汁口感与新鲜果汁相差甚远。反渗透浓缩在常温下进行,维生素C和风味物质的保留率可达95%以上,浓缩后的果汁加水还原后,口感与新鲜果汁几乎无异。同样,在乳制品加工中,常温反渗透避免了高温对乳蛋白、钙质的破坏,保留了乳的天然营养和醇厚口感,使乳制品的品质更接近原乳。这种常温分离的特性,不仅守护了食品的营养与风味,还拓展了食品品类的创新空间。企业可利用反渗透技术生产高营养、高风味的浓缩食品,如浓缩蔬菜汁、浓缩汤料等,满足消费者对健康、天然食品的需求,提升产品竞争力。四川RO反渗透设备供应商反渗透设备在制药、电子、化工等行业有着广泛的应用前景。

食品反渗透设备的安装质量直接决定其运行效率与使用寿命,需严格遵循科学的安装流程,确保各系统模块精细衔接、稳定运行。安装前,需根据生产车间的空间布局、原水水质、生产规模,确定设备的型号、安装位置与管道走向,确保设备与生产流程无缝衔接,同时预留足够的操作与维护空间。安装过程中,预处理系统的管道连接需确保密封无泄漏,避免原水在输送过程中被污染;反渗透主机的膜组件安装需严格按照厂家要求进行,确保膜元件排列整齐、压力容器密封良好,防止原水与产水串流;后处理系统的杀菌、矿化装置需与反渗透主机产水管道精细对接,保障产水经过后处理后达到生产要求。安装完成后,需对设备进行全方面调试,检测预处理系统的过滤效果、反渗透主机的产水水质与产水量、后处理系统的杀菌效果,确保各项参数符合设计标准,同时对操作人员进行系统培训,使其掌握设备的操作流程与应急处理方法,为设备长期稳定运行奠定基础。
罐头与调味品作为大众日常消费的重要食品,其生产对水质的要求同样严格,不仅需要去除杂质与微生物,还需避免水质影响产品的风味与质地。食品反渗透设备在罐头与调味品生产领域的应用,为产品安全与风味稳定提供了坚实基础。在罐头食品生产中,反渗透产水用于原料清洗、汤汁调配等环节。用于原料清洗时,可彻底去除原料表面的农药残留与微生物,降低罐头原料的污染风险;用于汤汁调配时,纯净的产水可避免水中的杂质影响汤汁的口感与色泽,保障罐头产品的风味一致性,同时减少汤汁中的微生物,降低罐头胀罐、变质的风险,延长产品保质期。在调味品生产中,如酱油、醋、味精等,反渗透产水可避免水中的杂质与调味品中的有效成分发生反应,保持调味品的**风味,同时提升产品的纯度与稳定性。某调味品企业采用反渗透设备后,产品杂质含量降低30%,风味稳定性明显提升,产品合格率从95%提升至99%,市场竞争力大幅增强。随着技术的不断进步,反渗透设备的性能和效率也在不断提高。
在餐饮业中,水质的好坏直接影响到食品的安全和顾客的健康。因此,餐饮用水的处理显得尤为重要。反渗透设备作为一种高效的水处理技术,已经被广泛应用于餐饮行业。本文将详细介绍餐饮反渗透设备的作用、选型、安装维护以及面临的挑战,为餐饮业提供全方面的水处理解决方案。作用与原理餐饮反渗透设备主要用于去除水中的溶解性固体、细菌、病毒、有机物等污染物,提供纯净的水源。其重心部件是半透膜,该膜具有选择渗透性,允许水分子通过而阻挡大多数溶质。智能化监控系统能够实时监测反渗透设备的运行状态,及时发现并处理潜在问题。南京1T反渗透设备哪家好
反渗透设备具有高效节能的特点,符合现代环保理念。RO反渗透设备维保
在火力发电厂中,锅炉补给水需经过严格的软化处理,以防止水垢形成和腐蚀。双级反渗透设备可去除水中99%以上的溶解盐,结合混床或EDI技术,可制备出电阻率≥5MΩ·cm的除盐水,满足高压锅炉的用水要求。例如,某电厂采用双级反渗透设备后,锅炉热效率提升了2%,年节煤量达5000吨。垃圾填埋场产生的渗滤液含有高浓度的有机物、氨氮和重金属,处理难度大。双级反渗透设备可通过两级膜的协同作用,将渗滤液中的COD(化学需氧量)从数千mg/L降至100mg/L以下,氨氮浓度从几百mg/L降至15mg/L以下,满足国家排放标准。例如,某垃圾填埋场采用双级反渗透设备后,周边土壤和水体污染明显减轻,改善了区域环境质量。RO反渗透设备维保

随着食品工业向智能化、绿色化转型,以及消费者对食品品质要求的不断提升,食品反渗透设备的未来发展将围绕智能化、绿色化、高效化三大方向持续创新,不断突破技术瓶颈,提升设备性能与适配性。智能化将成为食品反渗透设备的重心发展方向,未来的设备将深度融合物联网、大数据、人工智能技术,实现设备的智能感知、智能决策与智能控制。通过在设备上安装更多高精度传感器,实时监测原水水质、运行压力、产水水质、膜污染程度等多维度数据,借助大数据平台对数据进行分析,提前预判膜污染风险、设备故障隐患,实现预防性维护,减少设备停机时间;人工智能算法可根据原水水质变化与生产需求,自动调整运行参数,优化清洗周期,提升设备运行效率与产...
- 嘉兴反渗透设备维保 2026-04-20
- 无锡食品反渗透设备供应商 2026-04-20
- RO反渗透设备维保 2026-04-20
- 苏州1T反渗透设备维保 2026-04-20
- 上海二级反渗透设备多少钱 2026-04-20
- 无锡一级反渗透设备价格 2026-04-20
- 河北二级反渗透设备价格 2026-04-20
- 上海反渗透设备批发 2026-04-20
- 河南食品反渗透设备供应商 2026-04-18
- 一级反渗透设备工作原理 2026-04-18




- 上海1T反渗透设备工程 2026-04-17
- 昆山一级反渗透设备哪家好 2026-04-17
- 广东食品反渗透设备价格 2026-04-17
- 昆山一级反渗透设备维保 2026-04-17
- 广东餐饮反渗透设备系统 2026-04-17
- 苏州二级反渗透设备多少钱 2026-04-17




- 嘉兴反渗透设备维保 04-20
- 无锡食品反渗透设备供应商 04-20
- 温州卷帘过滤器种类 04-20
- RO反渗透设备维保 04-20
- 嘉兴卷帘型空气过滤器批发 04-20
- 苏州1T反渗透设备维保 04-20
- 上海二级反渗透设备多少钱 04-20
- 无锡一级反渗透设备价格 04-20
- 河北二级反渗透设备价格 04-20
- 上海反渗透设备批发 04-20