- 品牌
- 德益
- 厂家
- 德益
- 型号
- 300
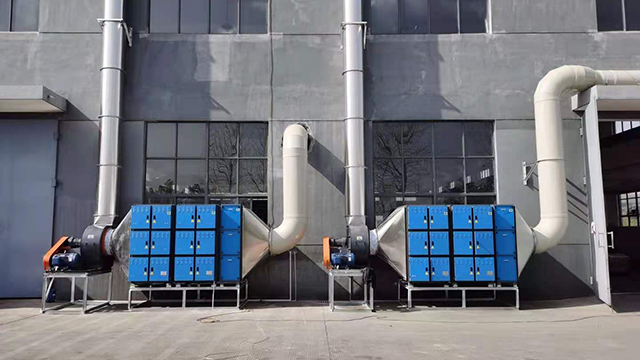
- 材质
- 镀锌板,不锈钢,三防布,聚氨酯pu,天然橡胶,玻璃布管
- 加工定制
- 是
- 类型
- 螺旋风管,高温风管
- 用途
- 吸管,通风排气管
对于大型焊接车间或多工位焊接区域,采用全方面通风与局部排烟相结合的方式,全方面通风负责整体空气置换,局部排烟负责重点区域的烟尘捕捉,形成立体式的排烟通风网络。其次是风量与风压的计算,这是确保系统高效运行的关键参数。风量计算需综合考虑焊接电流、焊接方法、工件尺寸等因素,焊接电流越大,产生的烟尘量越多,所需风量也就越大。一般来说,手工电弧焊的风量需求为每安培电流1.5-2立方米每小时,而二氧化碳气体保护焊因烟尘量较大,风量需求更高。风压的计算则需考虑管道长度、管道弯头数量、管道直径等因素,确保烟气能够克服管道阻力,顺利输送至净化设备。喷漆房通风管道需采用双层结构,中间填充隔音棉,可将设备噪音降低至75dB(A)以下。嘉兴喷漆通风管道生产

铝合金管道厚度一般为1.0-2.0mm,材质为6061、6063,具有重量轻、耐腐蚀、美观、易加工等优点,适合用于输送常温、无腐蚀性、无粉尘的空气(如电子车间、洁净车间的送风管道),同时也可用于室外通风管道,具有良好的耐候性。铝合金管道的缺点是强度较低、耐高温性能较差,长期使用温度不宜超过100℃,不适合用于输送高温、高压、腐蚀性气体或粉尘,且价格高于普通钢板管道,安装过程中需避免碰撞、挤压,防止管道变形。2.2 非金属材质通风管道南京热处理排烟管道通风管道厂家自然通风管道利用热压实现空气流动。

通风管道的布局与走向需结合车间布局、生产设备摆放、现场空间条件,遵循“短、直、顺”的原则,减少阻力损失,便于安装及后期维护。首先,管道布局需优先考虑缩短输送距离,避免不必要的迂回、绕行,减少管道长度,降低沿程阻力损失。例如,排风管道的吸风口应尽量靠近污染物产生源,减少污染物在车间内的扩散;送风管道的送风口应均匀布置,确保车间内的空气质量及温湿度均匀。其次,管道走向需与车间的梁柱、门窗、生产设备保持合理的距离,避免管道与设备、梁柱发生***,同时便于管道的安装、检修及维护。管道敷设高度需结合车间层高确定,一般情况下,管道底部距离地面不小于2.5m,避免影响操作人员的通行及生产作业;对于高空敷设的管道,需设置支架固定,确保管道的稳定性。
焊接是金属管道加工制作的重心工序,目的是将折弯、卷圆后的板材连接成完整的管道,同时连接管道的弯头、变径、三通等部件,确保管道的密封性及强度。焊接需根据金属管道的材质,选择合适的焊接方式、焊条或焊丝,严格按照焊接规范要求操作。普通钢板管道焊接:采用电弧焊焊接,焊条选用E43系列,焊接前需将焊接接口处的铁锈、油污、氧化层清理干净,确保焊接接口清洁。焊接过程中,需控制焊接电流、焊接电压及焊接速度,焊接电流根据板材厚度确定,一般为80-150A,焊接电压为20-25V,焊接速度为10-15cm/min,确保焊缝平整、牢固,无夹渣、气孔、裂纹、未焊透等焊接缺陷。焊缝高度不小于板材厚度,焊缝宽度为焊条直径的1.5-2.0倍,焊接完成后,需采用角磨机将焊缝打磨平整,去除焊缝余高及毛刺。管道支架间距需符合结构力学规范。

钢板管道是工厂通风管道中较常用的材质,价格低廉、易加工、强度高,适合用于一般送风、排风、除尘系统,根据钢板的厚度及表面处理方式,可分为普通薄钢板、镀锌钢板、防腐涂层钢板等。普通薄钢板厚度一般为0.5-1.5mm,材质为Q235,表面无防腐处理,价格低廉,适合用于输送常温、无腐蚀性、无粉尘的空气(如一般机械加工车间的送风管道),但耐腐蚀性较差,长期使用易生锈,需定期进行防腐处理(如涂刷防锈漆、面漆)。镀锌钢板厚度一般为0.6-1.2mm,是在普通薄钢板表面镀锌处理制成,具有良好的耐腐蚀性、防锈性,无需额外进行防腐处理,施工便捷,适合用于输送常温、湿度较大、轻微腐蚀性的空气(如食品加工车间、潮湿环境的排风管道),但耐高温性能较差,长期使用温度不宜超过120℃,且镀锌层易被尖锐物体损坏,安装过程中需注意保护。防腐涂层钢板是在普通薄钢板或镀锌钢板表面涂刷防腐涂层(如环氧树脂、聚氨酯等)制成,防腐性能优异,适合用于输送腐蚀性较弱的气体(如轻度化工车间的排风管道),涂层厚度需根据腐蚀性强度确定,一般为0.1-0.3mm,安装过程中需避免涂层损坏,否则会影响防腐效果。适配烧烤场景的通风管道,可快速导出油烟,降低室内油烟浓度,提升舒适度。嘉兴焊接排烟管道通风管道
管道设计应预留20%的余量,适应未来产线扩容需求,避免整体改造带来的成本增加。嘉兴喷漆通风管道生产
不锈钢管道焊接:采用氩弧焊焊接,焊丝选用与不锈钢材质匹配的焊丝(如304不锈钢选用ER308焊丝),焊接前需将焊接接口处的油污、氧化层清理干净,采用**擦拭接口,确保接口清洁。焊接过程中,需控制焊接电流、焊接速度,焊接电流一般为50-100A,焊接速度为8-12cm/min,采用惰性气体(氩气)保护焊缝,避免焊缝氧化,确保焊缝平整、光滑,无夹渣、气孔、裂纹等缺陷。焊接完成后,需采用抛光机将焊缝抛光,使焊缝与管道表面平齐,保持管道美观及防腐性能。铝合金管道焊接:采用氩弧焊焊接,焊丝选用与铝合金材质匹配的焊丝(如6061铝合金选用ER4043焊丝),焊接前需将焊接接口处的氧化层、油污清理干净,采用砂纸打磨接口,确保接口清洁。嘉兴喷漆通风管道生产

- 南通喷漆通风管道维修 2026-04-19
- 湖州烤肉店通风管道维修 2026-04-19
- 温州压铸除尘通风管道 2026-04-19
- 扬州烧烤通风管道厂家 2026-04-19
- 湖州热处理排烟管道通风管道 2026-04-19
- 嘉兴工厂通风管道清洗 2026-04-19
- 嘉兴喷漆通风管道生产 2026-04-19
- 丽水食堂通风管道厂家 2026-04-19