- 品牌
- 煜炜光学
- 型号
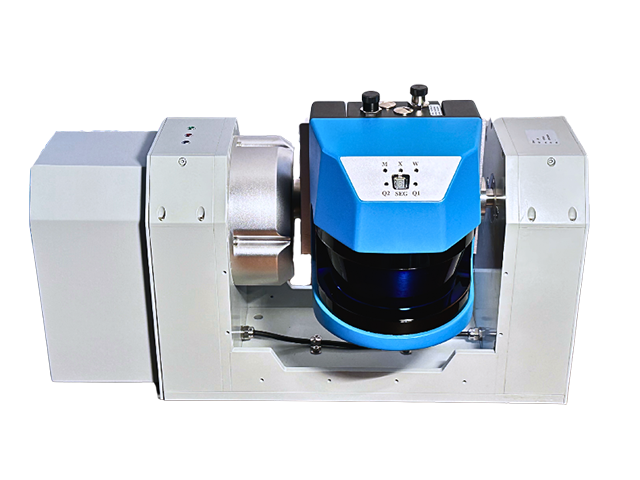
- RCP2100、KS2100、KS2800、KS2900等
- 类型
- 便携式
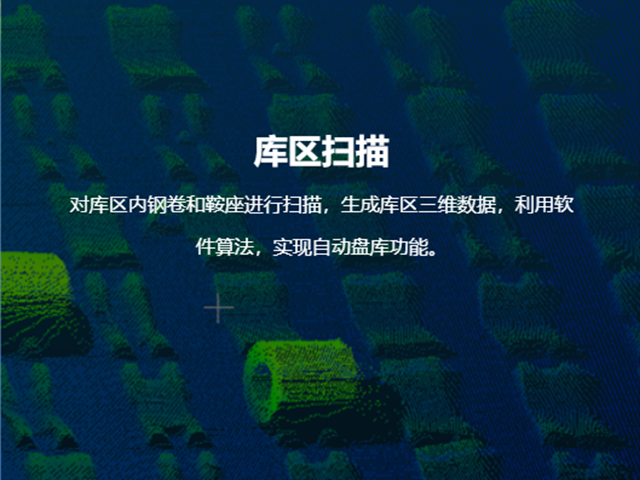
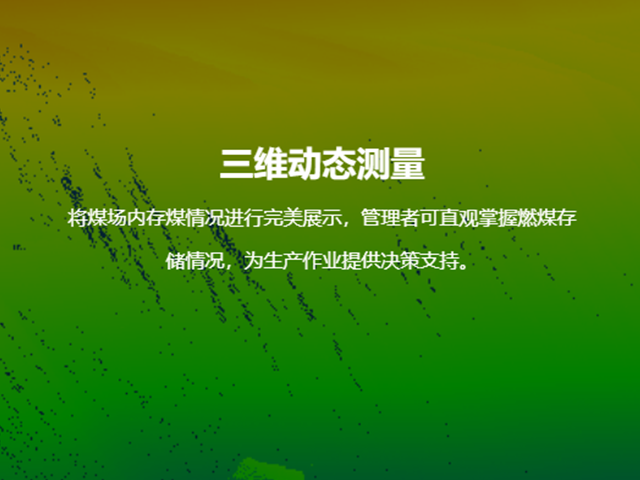
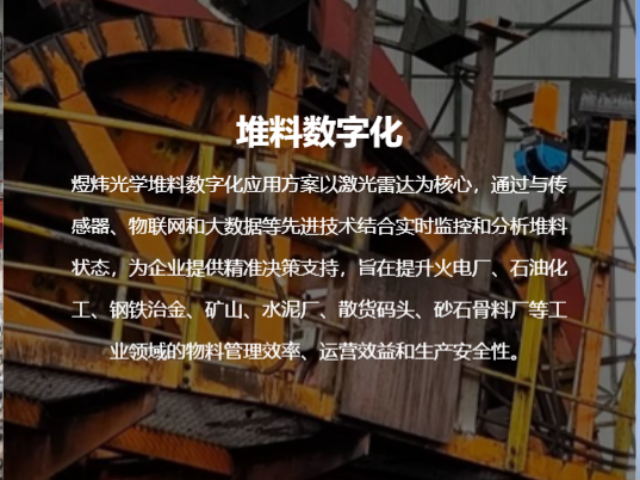
堆料状态分析是工业生产中的环节,需要光学传感器来实现实时监测和数据采集。堆料状态分析工业光学传感器采用激光测距技术,能够捕捉堆料的形态变化。该传感器的部件是激光发射器和接收器,通过发射激光并接收反射信号来测量目标距离。传感器的扫描频率可达50Hz,保证了对动态堆料的跟踪能力。测量精度可达±15mm,满足大多数工业场景的需求。传感器的探测距离在80-260m之间,视反射率而定,可覆盖大型料场。防护等级达到IP67,能够在工业环境中长期稳定工作。传感器内置数据处理单元,可直接输出堆料高度、体积等参数,方便与上位机系统对接。在实际应用中,可根据料场规模和精度要求,选择合适的型号。例如,对于大型露天煤场,可选用探测距离较远的型号;而对于小型仓储,则可选用精度较高的近距离型号。作为激光雷达解决方案提供商,我们煜炜光学致力于为客户提供堆料监测方案。我们拥有自主研发的技术,产品性能达到水平,并已在多个行业得到应用。煜炜光学为码头定制数据处理系统,可实时分析集装箱堆场状况,优化空间利用率,提升港口作业效率。武汉抗干扰工业光学传感器工厂

化工行业对安全性和精确性的要求,使得工业光学传感器的应用变得重要。我们针对化工领域开发的光学传感器具有多项功能特性,确保其在复杂的化工环境中发挥效用。传感器外壳采用材料制造,符合防爆认证标准,可安全用于易燃易爆环境。外壳表面经过处理,能够抵御化学物质的侵蚀,延长设备使用寿命。测量功能允许传感器在±0.1mm的范围内检测液位、颗粒大小等参数。实时监测特性使得传感器能够持续采集数据,为化工过程控制提供反馈。多参数集成功能允许单个传感器同时监测温度、压力、浓度等多个指标,简化了系统结构。自清洁功能通过光学设计和材料选择,减少了粉尘和液滴对镜面的污染,降低了维护频率。智能报警功能可根据预设阈值自动触发警报,提高了安全管理效率。数据加密传输确保了信息的安全性,防止未经授权的访问。远程校准功能允许技术人员在不进入危险区域的情况下对设备进行调整,提高了操作安全性,保持性能。这些功能特性的运用,使得我们的光学传感器成为化工行业安全生产和管理的工具。武汉煜炜光学科技有限公司凭借技术积累和对行业需求的理解,优化产品性能,为化工企业提供感知解决方案。湖北智慧交通工业光学传感器精度针对煤矿复杂环境,煜炜光学开发防爆型激光测距仪,可在井下准确测量巷道断面尺寸,保障矿井生产安全。
我们的多平台工业光学传感器集成系统在技术层面具有优势。首先,系统采用了模块化设计理念,感知单元可以灵活适配不同的载体平台,如车载、机载、船载等。这种设计提高了系统的通用性和可扩展性,使得同一套硬件可以在多种应用场景中发挥作用。其次,我们开发了多源数据融合算法,能够整合来自激光雷达、惯性测量单元(IMU)、全球导航卫星系统(GNSS)等多个传感器的数据,实现空间定位和环境感知。在硬件层面,我们的系统采用了FPGA(现场可编程门阵列)和DSP(数字信号处理器)芯片,实现了数据的实时处理和分析。这使得系统能够在毫秒级别内完成从原始数据采集到三维点云生成和目标识别的过程。同时,我们还开发了自适应扫描技术,能够根据环境复杂度调整扫描参数,在保证数据质量的同时优化能源效率。系统的软件架构采用了基于微服务的设计,各功能模块之间通过接口进行通信。这种架构提高了系统的可维护性和可扩展性,还使系统更易于升级和维护。
煤矿环境下的工业光学传感器测距仪面临着独特的挑战,如高粉尘、高湿度、易燃易爆等。针对这些特殊需求,现代煤矿测距仪在技术上具有特点。采用了防爆设计,所有电子元件都经过处理,确保在甲烷等易燃气体环境中也能安全使用。测距仪采用了激光技术,即使在高粉尘环境下也能保持精度良好测量。这得益于多回波处理算法,能够有效区分粉尘反射和目标反射。在抗干扰方面,测距仪使用了频率调制连续波技术,提高了在复杂电磁环境下的抗干扰能力。为了适应潮湿环境,采用了光学镀膜技术,防止镜头起雾影响测量。在数据处理方面,内置的性能良好处理器能够实时进行数据分析和异常检测,及时发现潜在危险。为了便于与其他系统集成,测距仪支持多种标准接口和协议。在能源效率方面,采用了智能功耗管理技术,延长了电池使用时间。值得提及的是,我们公司研发的煤矿光学测距仪系统,不仅具备上述技术特点,还集成了煤层识别算法,能够在测距的同时对煤层结构进行初步分析,为煤矿安全生产提供了技术支持。KS2900激光雷达扫描仪具备远距离高精度测量能力,为地质测绘等应用提供稳定可靠的空间数据支持。
在工业环境中,设备碰撞事故不仅会造成经济损失,还可能威胁人身安全。KS2100激光雷达扫描仪能够实时监测360度范围内的障碍物,测量精度可达±8mm。系统采用安全防护策略:当检测到物体进入预警区时,系统会发出警告信号;第二层是减速区,触发设备自动减速;第三层是紧急停止区,一旦有物体进入,设备将停止运行。为了适应不同的工作环境,方案支持区域设置,操作人员可以通过软件界面定义各个防护区的形状和大小。数据处理采用目标识别算法,能够有效区分静态障碍物和动态目标,减少误报率。系统还具备自学习功能,可以根据历史数据优化防撞策略。在通信接口设计上,我们兼容了多种工业标准协议,确保与各类控制系统的对接。考虑到恶劣的工业环境,我们的传感器采用了IP67防护等级的密封设计,可以抵抗粉尘和水汽的侵蚀。作为煜炜光学的产品,这套防撞方案体现了我们在工业安全领域的实力和创新精神。我们将继续致力于技术研发,为工业生产的安全化、智能化贡献力量。砂石料场解决方案采用高频扫描技术,精确测算堆料体积,误差控制在1%以内,有助于提升库存管理效率。广州斗轮机无人值守工业光学传感器设备
水泥厂工业光学传感器数据处理采用煜炜光学自研算法,可快速生成高精度三维模型,为水泥生产提供决策依据。武汉抗干扰工业光学传感器工厂
我公司的机载工业光学传感器工厂是一个集研发、生产、测试和质量控制于一体的制造基地。这个工厂专门用于生产机载激光雷达系统,如KS2800系列。工厂采用了自动化生产线和加工设备,确保生产环节能达到精度要求。工厂的生产区域被划分为几个主要部分:光学组件制造区、电子组件装配区、机械结构加工区、系统集成区和综合测试区。光学组件制造区使用光学加工设备,如精密磨床和镀膜机,来生产激光雷达的光学元件。在系统集成区技术人员将各个模块组装成完整的激光雷达系统。每台设备都要经过性能测试和环境适应性测试,包括振动测试、温度循环测试、防水防尘测试等,以确保产品能够在各种环境下稳定工作。工厂还设有研发中心,配备了光学实验室、电子实验室和软件开发环境。这使得我们能够推出技术创新,并将研发成果转化为产品。作为武汉煜炜光学科技有限公司的生产基地,这个机载工业光学传感器工厂体现了我们在激光雷达领域的技术实力和制造能力。我们公司致力于成为精密光学测量设备及子系统产品服务提供商,通过提升生产工艺和质量控制水平,我们能够为客户提供性能稳定、品质可靠的机载激光雷达产品。武汉抗干扰工业光学传感器工厂
武汉煜炜光学科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在湖北省等地区的仪器仪表中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来武汉煜炜光学科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
堆料状态分析是工业生产中的环节,需要光学传感器来实现实时监测和数据采集。堆料状态分析工业光学传感器采用激光测距技术,能够捕捉堆料的形态变化。该传感器的部件是激光发射器和接收器,通过发射激光并接收反射信号来测量目标距离。传感器的扫描频率可达50Hz,保证了对动态堆料的跟踪能力。测量精度可达±15mm,满足大多数工业场景的需求。传感器的探测距离在80-260m之间,视反射率而定,可覆盖大型料场。防护等级达到IP67,能够在工业环境中长期稳定工作。传感器内置数据处理单元,可直接输出堆料高度、体积等参数,方便与上位机系统对接。在实际应用中,可根据料场规模和精度要求,选择合适的型号。例如,对于大型露天煤...
- 湖北农业工业光学传感器数据处理 2026-04-12
- 深圳矿山工业光学传感器实时监测 2026-04-11
- 火电厂工业光学传感器设备 2026-04-11
- 湖北煤矿工业光学传感器平台 2026-04-11
- 林业勘测工业光学传感器解决方案 2026-04-10
- 二维工业光学传感器解决方案 2026-04-10
- 广东三维工业光学传感器系统 2026-04-09
- 东莞燃煤电厂工业光学传感器模组 2026-04-09
- 江苏土方工业光学传感器 2026-04-08
- 沉降监测工业光学传感器型号规格 2026-04-08
- 平面动态扫描工业光学传感器设备 2026-04-06
- 广州国土测绘工业光学传感器解决方案 2026-04-05
- 广东地籍工业光学传感器现货 2026-04-05
- 广州地籍工业光学传感器解决方案 2026-04-04
- 荆门工业光学传感器生产厂家 2026-04-04
- 武汉平面动态扫描工业光学传感器工厂 2026-04-04



- 湖北土地管理测绘测量激光雷达哪个牌子好 04-13
- 地形激光测距仪测距仪 04-13
- KR1000系列工业激光雷达应用方案 04-13
- 湖北国土测绘激光测距仪解决方案 04-13
- 广州大范围工业激光雷达实时监测 04-13
- 广东砂石工业激光雷达的探测距离 04-12
- 广州KR1000系列工业激光雷达体积测量 04-12
- 武汉抗干扰工业光学传感器工厂 04-12
- 东莞KS2900系列激光测距仪设备 04-12
- 广东煤矿激光测距仪精度 04-12