- 品牌
- 无锡麦惠
- 型号
- GBJ,GJ
轴承加热器工作时,如滚针轴承当轴承内径大于70mm,或配合过盈较大时,一般采用加热的方法使轴承孔膨胀,安装省力省时,也避免施力过大对轴承造成损伤。一般将轴承加热至80度,比较高100度就够了,超过120度就会导致轴承发生回火现象,致使套圈的硬度和精度降低,影响轴承使用。工厂里一般采用油槽加热法,轴承比较好用钩子之类吊起,不要直接接触油槽底部,避免局部过热,一般的柴油或者液压油就可以,尽量保证油的清洁,温度达到后,及时安装,温度下降很快。情况不具备的时候,经验比较丰富的焊工,保证受热均匀和加热温度对焊工技术要求较高。有几种简易的检验温度的方法,目测轴承有轻微变色,但不能发蓝,发蓝的时候就已经回火,再就是把轴承提出,往上面吐唾沫,唾沫吱吱响,但不急速消失,温度基本合适。感应加热器能够长时间稳定运行,减少了故障率。安徽齿圈感应加热器厂家

轴承加热器对轴承的安装有要求吗?轴承加热器对轴承的安装确实有一定的要求。以下是一些主要的要求和注意事项:轴承的装置环境:轴承的装置应在清洁、干燥的环境中进行,以防止轴承受到污染或损坏。在装置准备工作没有完成前,不要拆开轴承的包装。轴承的加热与安装:当轴承的内径大于70mm,或是配合过盈较大时,一般会采用加热法来安装轴承,使轴承孔发生膨胀,便于安装,同时避免施力过大导致的轴承损伤。但在这个过程中,需要严格控制加热的温度,一般将轴承加热至80℃,比较高到100℃就足够了。超过120℃就可能会导致轴承发生退火的现象,降低套圈的硬度和精度。轴承的润滑:为了使轴承正常安装和运行,避免滚道与滚动体表面直接接触,减少摩擦和磨损,需要对轴承进行润滑。润滑分为脂润滑、油润滑和固体润滑三种。乌鲁木齐GJ型轴承感应加热器感应加热器的加热效率高,减少了加热时间。

轴承安装方法加热配合通过加热轴承或轴承座,利用热膨胀将紧配合转变为送配合的安装方法。是一种常用和省力的安装方法。这种方法适用于过盈量较大的轴承安装,热装前把轴承加热器上均匀加热80—100℃,然后从轴承加热器上取下并快速安装到轴上,为防止冷却后内圈端面和轴肩贴合不紧,轴承冷却后可以再进行轴向紧固。轴承外圈与轻金属制的轴承座紧配合时,采用加热轴承座的热紧方法,可以避免配合面收到擦伤。这个方法是通过轴承加热器设备进行的,轴承加热器是加热工具的一种,主要用于对轴承、齿轮、轴套、连接器等多种类型的金属件进行加热、通过加热使之膨胀、达到过盈装配的需要。
安装轴承或环状工件所需的安装力随着轴承尺寸的增加而迅速增大。由于安装力的要求,较大的轴承不容易推到轴上或推入轴承座内。因此,轴承或轴承座或环状工件在安装前需要加热,可避免在安装过程中损坏。轴承加热注意事项:加热要均匀要加热到一定的温度不能太低也不能太高,注意戴隔热手套,不要烫伤。轴承加热超温后相当于重新热处理,改变的原有的晶相组织,使轴承失去的原有的硬度和耐磨性。使用的话轴承很快就会出现表层剥落,超温严重的话轴承会变色发黑。很遗憾的,轴承就报废了。轴承加热的一般温度是80°C~100°C。当轴承内径大于70mm,或配合过盈较大时,一般采用加热的方法使轴承内孔膨胀再进行热套。一般将轴承加热至80°C,比较高100°C。超过120°C会导致轴承发生回火现象,致使轴承套圈的硬度和精度降低,影响轴承使用寿命。加热温度也可以根据装配环境温度、轴承的材料、配合直径、过盈量和热装的间隙来计算确定。感应加热器的温度控制精确,满足不同加热需求。

轴承加热器的优点主要表现在以下几个方面:加热速度快且均匀:轴承加热器采用先进的加热技术,能够迅速将轴承加热至所需温度,并且加热均匀,避免了因加热不均导致的热应力集中和变形问题。这有助于保证轴承的质量和性能,延长其使用寿命。温度控制精确:轴承加热器通常配备先进的温度控制系统,能够精确设定和维持加热温度。这使得操作更加便捷,同时也降低了因温度过高或过低而带来的风险。提高工作效率:使用轴承加热器,可以缩短加热时间,提高生产效率。此外,加热过程中不需要用油,也不会产生噪音和废气,降低了成本和环保压力。适用范围广:轴承加热器具有灵活性高的特点,可以对不同规格和大小的轴承进行加热处理,适应性强,可满足各种生产需求。感应加热器的加热效率高,提高了生产效率。青海穿孔式感应加热器市场价
感应加热器的加热过程无需接触,避免了材料污染。安徽齿圈感应加热器厂家
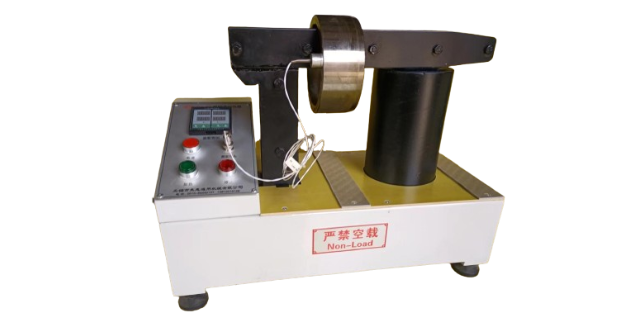
传统的安装轴承方式是,敲击、压力机压、火焰加热、油煮等,这些方法有很多弊端。与传统的方法相比较,感应加热方法显示了优越性,感应轴承加热器不愧为安装的优先。感应轴承加热法:由于感应加热器设置了时间、温度两种加热控制方式。可以通过液晶显示正确清楚地掌握加热时间和加热温度,不会造成工件过火退火的情况。第二,由于感应加热是内控向外作渗透式热传导的局部加热工件受热均匀,比采用油煮、电炉对工件整体加热自然要快得多,胀量也要大得多。安徽齿圈感应加热器厂家

- 石家庄变频式感应加热器批发 2026-04-09
- 昆明轮毂感应加热器定制 2026-04-09
- 合肥GJ型轴承感应加热器型号 2026-04-08
- 齐齐哈尔中频式电磁感应加热器厂家 2026-04-08
- 云南齿轮快速感应加热器品牌 2026-04-08
- 福建快速感应加热器型号 2026-04-08
- 重庆中频式电磁感应加热器价格 2026-04-08
- 齐齐哈尔近给式感应加热器定制 2026-04-08