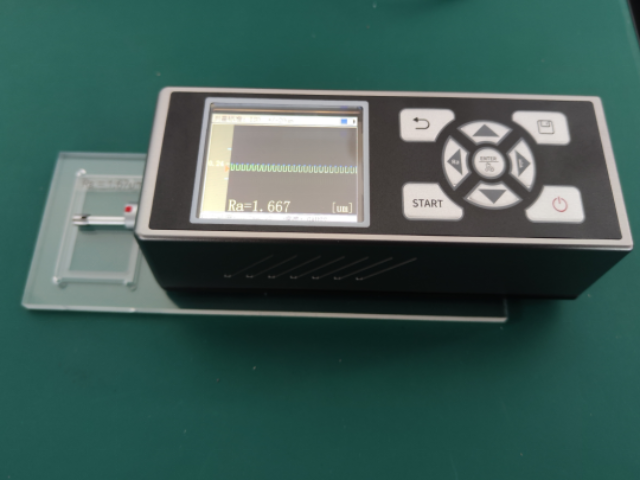
在批量生产的节拍里,时间是较昂贵的资源。传统取样加实验室分析的流程往往需要数小时,而苏州法斯特计量仪器有限公司的粗糙度仪把测量周期压缩到秒级,探头轻轻滑过表面,驱动电机按恒定速度扫描,压电传感器实时拾取起伏信号,模拟链路在微秒级完成滤波与放大,数字处理器同步执行ISO4287算法,粗糙度值即刻显示在高清OLED屏幕上。操作者只需一次按键,就能在节拍之间完成一次100%全检,而不会影响产线的整体效率。电火花加工后的模具表面也需要特殊粗糙度仪来评估放电坑的分布特征。粗糙度仪触针保护机构避免人为操作损伤。威尔信粗糙度仪哪家好
正确的使用方法对确保测量结果可靠性同样重要。苏州法斯特建议每次测量前进行仪器校准,使用标准粗糙度样块验证测量系统。探针的选择也极为关键,常规测量使用2μm半径探针;粗糙表面可选用5μm半径探针以提高耐用性;超精细表面则可能需要1μm半径探针。测量方向应垂直于加工纹理,取样长度设置应符合表面特征,这些细节都会明显影响测量结果。粗糙度仪怎么选?技术要点与选型指南:在机械制造、精密加工及质量检测领域,表面粗糙度是衡量工件质量的重要指标之一。如何选择适合的粗糙度仪,需结合测量需求、工件特性、使用环境等多方面因素综合考量。江苏动态粗糙度仪参考价粗糙度仪便携式设计支持车间现场快速抽检。
Rz参数(十点高度粗糙度)则反映了表面轮廓的垂直特征,定义为取样长度内5个较高峰与5个较低谷之间的平均距离。这一参数对密封配合、润滑性能等应用尤为重要。苏州法斯特的精密粗糙度仪采用高分辨率传感器,能够准确捕捉表面的峰谷特征,确保Rz测量的可靠性。在实际应用中,Rz值常被用来评估表面处理后(如喷丸、研磨)的效果,以及预测零件的耐磨性能。Rq(均方根粗糙度)是另一个重要参数,表示轮廓偏距的均方根值,对表面的极端值更为敏感。苏州法斯特计量仪器有限公司的高级粗糙度仪在计算Rq时采用先进的数字滤波算法,有效分离了粗糙度成分与表面波纹度成分,确保测量结果的科学性。这一参数在电子元器件、光学元件等对表面均匀性要求高的领域具有特殊价值。除了上述基本参数外,现代粗糙度仪还能测量许多功能性参数。Rsk(轮廓偏斜度)表征表面高度分布的对称性,正偏斜表示表面多峰,负偏斜则表示多谷;Rku(轮廓陡度)反映高度分布的尖锐程度。
非金属材料的测量解决方案:非金属材料的表面特性差异明显,对测量技术提出特殊要求。苏州法斯特计量仪器有限公司针对塑料制品开发了专门使用测头,测量力可调至0.1mN,避免在测量PVC、ABS等材料时产生压痕。橡胶类弹性材料的测量采用非接触式光学探头,通过白光干涉技术实现无损伤测量,精度达±5%。陶瓷材料的测量面临表面脆性问题,该公司仪器配备蓝宝石测针,在保证测量精度的同时降低表面损伤风险。针对复合材料如碳纤维增强塑料,仪器具有多区域分析功能,可分别评估纤维和基体的表面特性。木材表面的测量则采用特殊设计的宽范围传感器,适应其天然纹理带来的高度变化。粗糙度仪的背光亮度可调,夜班不刺眼。

影响粗糙度仪测量精度的因素:1.探针的质量和形状:探针是粗糙度仪与被测物体直接接触的部分,其质量和形状对测量精度有着决定性的影响。探针的磨损、变形或损坏都会导致测量误差。法斯特计量在粗糙度仪探针的选择和设计上,采用高硬度、耐磨损的材料,并通过精密的加工工艺确保探针的几何形状精确无误。探针的顶端半径越小,测量的分辨率越高,但同时也更容易磨损。因此,在实际应用中,需要根据被测表面的粗糙度选择合适的探针。2.测量力的大小:测量力是指探针接触被测表面时施加的压力。过大的测量力会导致探针压入物体表面,从而产生测量误差;而过小的测量力则可能导致探针无法稳定接触表面。法斯特计量的粗糙度仪配备了精确的力控制系统,可以根据不同的测量需求调整测量力,确保测量的准确性。粗糙度仪把微米级纹理转译成数字,让质检员不再凭手感。威尔信粗糙度仪哪家好
粗糙度仪的磁性底座让探头稳如磐石,手抖也不跑偏。威尔信粗糙度仪哪家好
在具体的测量参数方面,粗糙度仪通常会关注以下几个关键指标:Ra(算术平均粗糙度):这是较常用的粗糙度参数之一,它表示样本表面轮廓中所有点与其算术平均线之间一定偏差的算术平均值。Ra值越小,说明表面越光滑。Rz(十点高度):Rz是指在一定长度内,样本表面的五个较高峰与五个较低谷之间的高度差。这个参数可以更全方面地反映出表面的不规则性。Rt(总高度):Rt是指在测量长度范围内,样本表面的较高点与较低点之间的垂直距离。它能有效地反映出整个测量区域内的高度变化。威尔信粗糙度仪哪家好
- 南京台式粗糙度仪批发 2026-04-13
- 无锡多功能粗糙度仪使用方法 2026-04-12
- 江苏高分辨率粗糙度仪 2026-04-12
- 苏州精密粗糙度仪现货直发 2026-04-12
- 苏州动态粗糙度仪参考价 2026-04-11
- 江苏轮廓粗糙度仪供应商 2026-04-09
- 苏州三丰粗糙度仪定制价格 2026-04-09
- 南京高分辨率粗糙度仪批发 2026-04-09