- 品牌
- speed
- 型号
- SS-506
- 加工定制
- 是
- 印刷
- 无
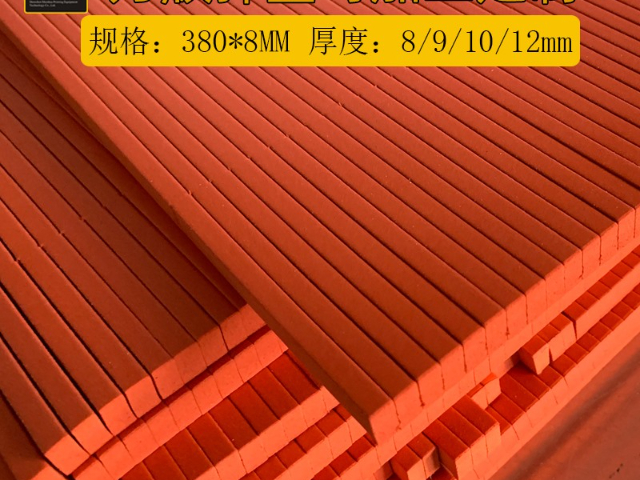
- 厚度
- 9*300*380mm
- 规格
- 12*300*380mm
- 厂家
- 深圳市深华印刷器材科技有限公司
- 刀版弹垫
- 12*300*380mm
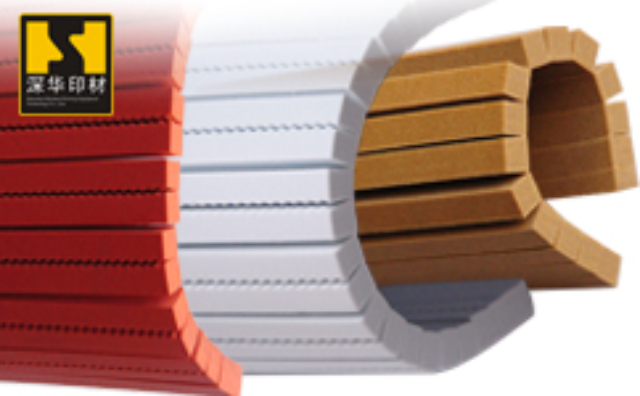
刀版弹垫都有哪些不同的名称叫法刀模垫也称垫刀泡绵和刀版弹垫,他们都是同一种东西了,没有统一的名称,有的还叫刀模弹力胶,这种刀版弹垫的作用是模切机在高速冲压下,冲出来的产品需要快速弹出刀模,进行下一次的冲压,刀模冲下去的压力需要刀版弹垫来减压,容易调模,对刀模起保护作用,冲出来的产品定位准不容易变形,如果刀版弹垫选得不合适的话会很影响模切效果,比如产品容易起毛边不光滑,模具容易损刀锋,切出来的产品有些断有些不断的现象。自动模切机刀模为什么要用SPEED刀版弹垫。实用新型刀版弹垫

瓦楞的纸板竖压线不好,边上起鼓解决方案1.42的钢线刀模压线旁边贴好胶与线面高出1mm,不能高于刀。芯纸太差,所以跑坑严重。线旁边贴护条一般是旁边贴高弹胶,线旁边贴我们的护条,护条不要高于刀,护条需要高于啤线1毫米,避免乱纸散纸起毛边需用到哪4种刀模胶条刀版弹垫是模切生产中常用的一种刀模缓冲材料,刀版弹垫的主要作用是帮助纸张与模切刀分离,避免高速模切时因纸刀分离不充分导致的散纸,乱纸现象,并能有效消除纸张毛边.根据硬度的不同,烟包印刷企业常用的刀版弹垫一般分为25度较软刀版弹垫,35度灰色透气型海绵条,60度微孔密封型白色胶条,俗称固体胶条,75度白色拱形胶条也是防爆胶条四种类型。上海模切机用刀版弹垫怎么使用新员工培训为何通过亲手按压SPEED刀版弹垫就能很快掌握调模要领?

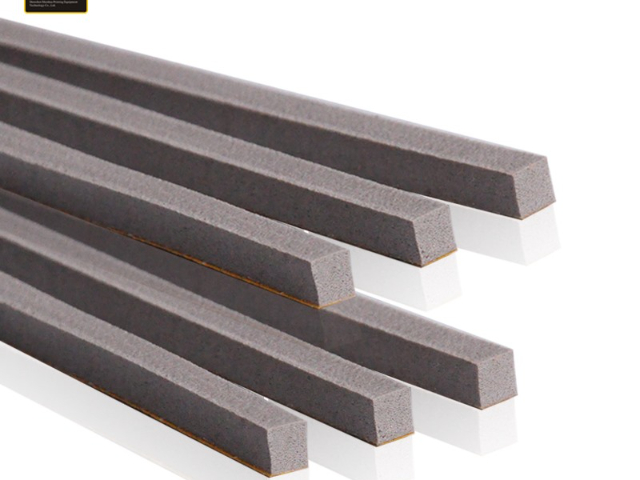
刀版弹垫特点分析:回弹力越高,密度越高,刀模垫的反弹越好;不同材料和模具,选择不同的软硬度,这样保证模具耐用性,冲压起到相当好的效果;使用带皮面的垫刀泡棉,因为带皮面既光滑且硬度比不带皮面较硬,弹性也更好;在垫刀泡绵表面加粘一层离型膜,既增加了泡绵的硬度,也在冲压过程中减少粘胶的现象。刀版弹垫粘胶处理方案:在垫刀海绵表面加粘一层离型纸,离型纸的表面有层硅油有不粘胶特性,在冲压过程中减少粘胶的现象,缺点为降低了刀模垫的回弹性,且离型纸需频繁更换。
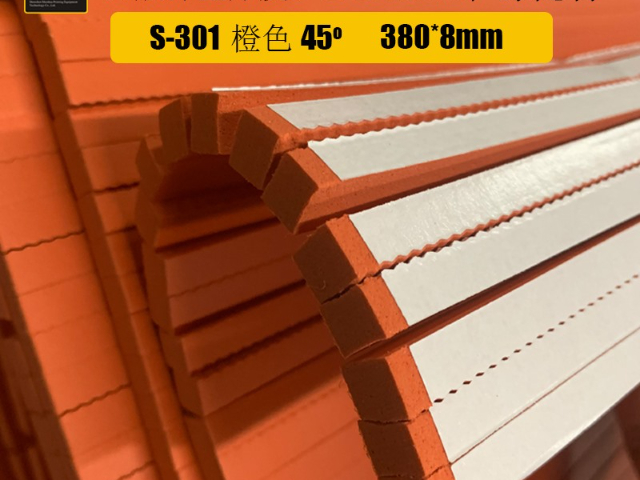
很多客户以刀模弹垫颜色来区分质量是否正确刀模弹垫材质为天然橡胶使用效果更佳,天然橡胶含量越高,其回弹性越高,冲压寿命次数越高,刀模弹垫主要颜色为橙色/绿色,很多时候工程人员没有相关详细参数,一般只能以色彩区分,造成市场刀模弹垫质量参差不齐,很多供应刀模泡棉的小公司鱼龙混珠,以次充好,那如何从技术层面来辨别刀模弹垫好坏呢?刀模弹垫的硬度;该项参数的的测定主要体现性能:不同的硬度适合不同产品的冲型,较高硬度用于细小间隙,小孔,硬质类材料体现效果更佳,常用硬度为40度左右。刀模弹垫的密度;该项刀模弹垫参数的的测定主要体现性能:密度较大,刀模弹垫所能承受的力也较大,回弹力也越强,越大,反之,密度较小所能承受的支撑回弹力越弱。使用SPEED刀版弹垫能精确操作模切质量吗。
胶片贴窗盒模切拉丝与回缩难题能否靠55度硬SPEED刀版弹垫一次解决?胶片贴窗盒相对怕拉丝与尺寸回缩,55度硬SPEED刀版弹垫的高回弹可在刀锋抽出瞬间迅速把胶片推离刀壁,防止韧性材料被刀背二次拉扯。胶片热胀冷缩明显,55度硬SPEED刀版弹垫的弹性模量可抵消温度变化带来的0.2mm回缩量,确保窗口与胶片四周缝隙均匀。实际生产中,55度硬SPEED刀版弹垫让胶片一次成型,无需人工修边,减少二次定位误差,成品精致度大幅提高。即可解决这个问题MES实时报警速度下滑,SPEED刀版弹垫数据化选型能否让产线重回峰值。压痕刀版弹垫
刀版弹垫的形状选择对瓦楞纸模切有什么影响。实用新型刀版弹垫
刀模弹垫的选用和作用:刀模弹垫的选用原则和目的:刀片密集的地方需要粘贴刀模弹垫,防止物料卡在刀模内,刀模弹垫可以更好的保护刀模,延长其使用寿命。按所需冲压的材料确定选择合适的刀模弹垫,模切一般的材料常规选用45度硬泡棉材料刀模弹垫即可,这样使用起到保护刀模的缓冲作用。刀模弹垫硬度选错容易导致模切产品出现折印划伤刀模弹垫材料的选用和冲压材料的材质(厚度、硬度等)产品精度的要求有关。刀模弹垫材料一般选用白色EVA和橙色高弹泡棉。特例:PP卡纸,选用灰色刀模弹垫。因为灰色刀模弹垫比EVA要软,冲压出来的产品,四个角不容易折印,也不容易产生划伤。如果客户产品要求较高时,一般不可以使用刀模弹垫,但可以在密集的地方使用刀模弹垫。实用新型刀版弹垫
深圳市深华印刷器材科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的包装中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!

- 安徽哪家的刀版弹垫批发厂家 2026-04-08
- 陕西哪家的刀版弹垫生产厂家 2026-04-08
- 吉林刀版弹垫怎么使用 2026-04-08
- 哪家的刀版弹垫货源充足 2026-04-08
- 刀版弹垫推荐厂家 2026-04-07
- 中国台湾刀版弹垫厂家现货 2026-04-07
- 湖北高硬度刀版弹垫常见问题 2026-04-07
- 天津高硬度刀版弹垫怎么使用 2026-04-07