- 品牌
- 图灵慧眼
- 型号
- MC3000
- 尺寸
- 357*232*39
- 重量
- 2.8kg
- 产地
- 苏州
- 可售卖地
- 全国
- 材质
- 铝合金
- 配送方式
- 快递配送
- 工作温度
- -20℃~60℃
- 显示器尺寸
- 13.3寸
- 操作系统
- Linux
- 输入电源
- 12V-24V
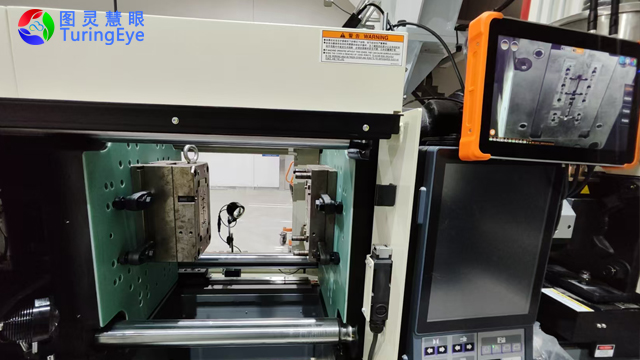
模具监控器的安装调试需要遵循标准化流程。首先进行现场评估:确定监控点位(通常优先选择型腔中心、顶针末端、滑块区域),计算相机视野覆盖范围(需包含关键区域且留有10%余量),评估环境光照条件。硬件安装阶段,使用磁力底座或机械支架固定相机,调节镜头焦距和光圈确保成像清晰;光源安装需调整照射角度,避免金属模具表面产生镜面反射。电气连接时,将监控器的输入点与注塑机的合模完成、顶出前进等信号连接,输出点接入设备急停回路。软件设置阶段,先在正常生产状态下采集20-50组合格产品图像建立基准模板库,通过机器学习算法自动优化检测参数。然后设置检测区域ROI和灵敏度参数,通常相似度阈值设为92-98%,亮度容差范围±3-5%。进行功能验证:模拟各种异常情况(如放置残留物、故意制造缺陷)测试系统响应,确保误报率低于0.1%,漏报率为零。模具监控器当检测到异物残留、顶针异常或产品缺陷时,处理单元在毫秒级内发出指令。丽水冲床模具监控器

模具监控器提供强大的报表生成和文档管理功能,满足企业质量管理需求。系统自动生成多种报表:生产日报、质量周报、设备月报等,支持自定义报表格式和内容。报表数据包括生产数量、合格率、故障时间、OEE指标等关键绩效指标。文档管理功能集中存储所有相关文档:模具图纸、工艺参数、操作手册、维护记录等,支持快速检索和版本控制。审计追踪功能记录所有参数修改和系统操作,满足ISO9001质量管理体系要求。数据导出功能支持多种格式:PDF、Excel、CSV等,便于进一步分析和存档。这些功能**减少文书工作量,提高信息管理效率,为质量追溯和持续改进提供完整数据支持。丽水冲床模具监控器模具监控器通过实时监控模具型腔,确保每次合模前型腔内没有残留的塑料件或异物,有效防止压模事故。

产品脱模状态验证功能确保每个成型周期后产品完全脱离模具。系统在顶出完成后立即采集模具图像,通过产品存在性检测算法确认型腔内无残留产品。采用轮廓匹配和灰度统计分析相结合的方法,即使对于透明产品或与模具颜色相近的产品也能准确识别。多腔模具支持检测,系统为每个型腔设置的检测区域和阈值参数,避免因一个型腔异常导致整模产品报废。针对深腔结构或倒扣区域,采用多角度相机布局或镜面反射技术确保无检测盲区。当检测到产品粘模时,系统立即报警并阻止合模,同时提示可能的粘模原因,如顶针长度不足、脱模斜度不够或工艺参数不当。该功能将因粘模导致的停机时间减少70%,显著提高生产效率。
精细的触发同步是确保检测效果的关键。系统支持三种同步方式:①数字输入触发——接收设备PLC发出的位置信号(如顶进到位信号),响应时间<1ms;②编码器触发——连接伺服电机编码器,通过角度脉冲控制采集时机,可实现模具运动过程中的多点检测;③时间延迟触发——在收到基准信号后延时特定时间执行采集,适用于匀速生产场景。比较好方案是编码器触发,可在开模过程中进行3-5次分段检测:开模初期检测产品是否随动,开模中期检查滑块位置,开模末端确认顶出状态。触发信号都经过光电隔离和滤波处理,防止电气干扰。同步精度误差需小于2ms,确保图像采集时机与模具位置完全匹配。系统还支持触发看门狗功能,当超时未收到触发信号时自动报警,防止漏检。模具监控器在压铸行业中提高了生产安全性和模具使用寿命。

模具监控器具备完善的安全功能和权限管理体系,确保系统安全稳定运行。硬件安全包括:急停按钮直接接入设备安全回路;安全继电器达到PLd安全等级;关键信号采用冗余设计。软件安全功能:多级密码权限管理;操作日志记录与审计;数据加密存储与传输;防病毒和网络攻击保护。权限分为操作员、工程师、管理员等多个等级,不同岗位设置不同的操作权限和数据访问范围。安全报警功能监测未经授权的访问或异常操作,立即发出警报。系统符合IEC 62443工业网络安全标准,通过CE安全认证。这些功能保护企业生产数据和安全,防止误操作或恶意破坏,确保连续稳定生产。模具监控器具备智能学习和自我优化功能,通过机器学习算法不断提升检测性能。丽水冲床模具监控器
模具监控器集成生产计数和模具寿命管理功能,为预防性维护提供数据支持。丽水冲床模具监控器
建立完善的维护保养体系:日常维护包括清洁镜头(每周用无尘布蘸取异丙醇擦拭)、检查光源亮度(每月用照度计检测衰减程度)、确认安装紧固(每季度检查支架松动情况)。定期保养包括:①光学系统校准——每半年使用标准标定板重新校准相机参数;②软件更新——每年升级算法库和系统补丁;③性能验证——每年使用测试卡验证检测精度,确保仍达到0.02mm标准。维护计划通过系统自带的管理软件自动提醒,维护记录电子化存储,形成完整的设备健康档案。备件管理方面,建议储备常用镜头、光源模块和I/O接口板,确保故障时能快速更换。长期停用时需按规程断电,并将参数配方备份至外部存储设备。丽水冲床模具监控器
苏州图灵慧眼科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的电工电气中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同苏州图灵慧眼科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
模具监控器的安装调试需要遵循标准化流程。首先进行现场评估:确定监控点位(通常优先选择型腔中心、顶针末端、滑块区域),计算相机视野覆盖范围(需包含关键区域且留有10%余量),评估环境光照条件。硬件安装阶段,使用磁力底座或机械支架固定相机,调节镜头焦距和光圈确保成像清晰;光源安装需调整照射角度,避免金属模具表面产生镜面反射。电气连接时,将监控器的输入点与注塑机的合模完成、顶出前进等信号连接,输出点接入设备急停回路。软件设置阶段,先在正常生产状态下采集20-50组合格产品图像建立基准模板库,通过机器学习算法自动优化检测参数。然后设置检测区域ROI和灵敏度参数,通常相似度阈值设为92-98%,亮度容差...
- 成都防压模模具监控器源头厂家 2026-04-01
- 六安防顶针模具监控器保护器 2026-04-01
- 厦门模具监控器源头厂家 2026-03-31
- 合肥压轴机模具监控器源头厂家 2026-03-31
- 徐州注塑机模具监控器视觉检测设备 2026-03-31
- 佛山模具监控器生产厂商 2026-03-30
- 宿迁冲床模具监控器哪家好 2026-03-30
- 昆山模具监控器供应商 2026-03-29
- 成都防漏装模具监控器保护器 2026-03-29
- 苏州压轴机模具监控器保护器 2026-03-28



- 苏州模具监控器 2026-03-27
- 淮安压轴机模具监控器保护系统 2026-03-27
- 佛山压轴机模具监控器视觉检测设备 2026-03-27
- 滁州防顶针模具监控器视觉检测 2026-03-26
- 扬州防压模模具监控器 2026-03-26
- 嘉兴冲压模具监控器哪家好 2026-03-26




- 南昌图灵慧眼模具监视器哪家好 05-05
- 化妆瓶瓶口外观视觉检测 05-04
- 山东图灵慧眼模具监视器多少钱 05-04
- 宣城自动剔除视觉检测设备 05-04
- 视觉筛选机设备 05-04
- 徐州图灵慧眼模具监视器现货 05-04
- 台州注塑机模具监视器供应商 05-04
- 汕头图灵慧眼模具监视器大概价格 05-03
- 佛山冲压模具保护器报价 05-03
- 湖南图灵慧眼模具监视器厂家 05-03