新能源汽车氢燃料电池氢气循环泵壳体压铸后清洗中,会使用含氟溶剂的脱脂液,这类废溶剂含有压铸脱模剂和铝镁合金碎屑,传统回收设备因氟溶剂腐蚀材质,设备寿命只 1-2 年。真空蒸馏回收机采用 “耐腐材质升级 + 碎屑分离 + 低温蒸馏” 工艺:主要蒸馏腔体采用哈氏合金 C276 + 聚四氟乙烯复合涂层,耐氟腐蚀性能提升 3 倍;通过气旋分离装置分离金属碎屑,分离效率达 99.6%;蒸馏温度控制在 60℃,真空度 - 0.095MPa,避免氟溶剂高温分解。某燃料电池企业应用该设备后,氟溶剂回收率达 92%,每年节省成本约 90 万元,设备使用寿命延长至 6 年,氢气循环泵壳体脱脂后表面粗糙度 Ra≤0.3μm,符合燃料电池氢气密封性要求,减少含氟危废排放约 38 吨。真空蒸馏回收机可回收废二氯甲烷、废三氯乙烯等卤代烃溶剂,回收率高。杭州多功能真空蒸馏回收机系统

新能源智能充电桩外壳注塑后清洗中,会使用含乙酸乙酯的清洗溶剂,这类废溶剂含有塑料降解产物和模具脱模剂,传统回收设备无法去除降解产物,导致清洗后外壳出现银丝缺陷。真空蒸馏回收机采用 “降解产物吸附 + 脱模剂分离 + 真空蒸馏” 工艺:通过大孔吸附树脂吸附塑料降解产物(如小分子烯烃),吸附率达 99.6%;通过破乳剂分离脱模剂,破乳率达 99.2%;蒸馏阶段控制真空度在 - 0.093MPa、温度在 77℃(乙酸乙酯沸点),实现溶剂回收,同时配备外观检测仪,确保清洗后外壳无银丝缺陷。某充电桩企业使用该设备后,乙酸乙酯回收率达 91%,每年节省成本约 49 万元,外壳银丝缺陷率从 7% 降至 0.2%,产品外观合格率提升至 99.8%,在户外暴晒环境中抗老化性能达标,减少塑料危废排放约 27 吨,符合新能源充电设施耐用性要求。杭州多功能真空蒸馏回收机系统真空蒸馏回收机可回收食品行业废溶剂,符合食品级安全标准。

工业电梯导轨润滑脂加注后清洗中,会使用含煤油的清洗溶剂,这类废溶剂含有润滑脂残渣和金属氧化皮,传统回收设备难以去除氧化皮,导致清洗后导轨出现磨损。真空蒸馏回收机采用 “氧化皮酸洗 + 润滑脂分解 + 真空蒸馏” 系统:先加入弱酸性清洗剂,将金属氧化皮转化为可溶盐;再加入油脂分解酶,将润滑脂分解为脂肪酸和甘油;蒸馏阶段控制真空度在 - 0.088MPa、温度在 150℃,实现煤油回收,同时配备金属离子检测仪,确保回收溶剂中氧化皮残留量低于 0.0001%。某电梯制造企业应用该设备后,煤油回收率达 89%,每年节省成本约 45 万元,电梯导轨磨损率降低 75%,运行噪音从 65dB 降至 52dB,延长导轨使用寿命至 15 年以上,减少机械危废排放约 30 吨,符合电梯运行平稳性与低噪音要求。
出色厨具(如不锈钢炒锅)表面抛光后清洗中,会使用含煤油的清洗溶剂,这类废溶剂含有抛光蜡、金属碎屑和油污,传统回收设备难以彻底去除抛光蜡,导致回收溶剂用于清洗时效果下降。真空蒸馏回收机采用 “抛光蜡分离 + 真空蒸馏 + 脱脂处理” 系统:预处理阶段加入蜡质分离剂,使抛光蜡形成絮状沉淀,通过板框压滤机分离,蜡质去除率达 99%;蒸馏阶段控制真空度在 - 0.085MPa、蒸馏温度在 80-90℃,实现煤油回收;之后通过活性白土吸附去除残留油污,确保回收煤油纯度。某厨具企业引入该设备后,回收煤油中抛光蜡含量低于 0.001%,油污含量低于 0.005%,用于不锈钢炒锅清洗后,锅体表面无蜡质残留、光泽度达标,清洗效率提升 30%。设备运行数据显示,煤油回收率达 90%,每年节省溶剂成本约 45 万元,减少抛光蜡危废处理量约 25 吨,助力出色厨具外观品质提升,同时降低了煤油挥发对环境的影响。真空蒸馏回收机采用耐腐蚀密封设计,溶剂不会腐蚀设备密封部件。

胶粘剂生产行业中,废溶剂成分复杂,含有树脂、固化剂等多种杂质,传统回收设备难以实现有效分离。真空蒸馏回收机采用多塔精馏工艺,结合精确的温度和真空度控制,能逐步分离废溶剂中的不同成分,实现有效成分的高效回收。某胶粘剂企业使用该设备后,可从废溶剂中回收多种有效成分,每种成分回收率均超过 88%,回收的成分重新用于胶粘剂生产,产品性能与使用新原料相当,帮助企业降低了原材料成本,同时减少了废溶剂排放,提升了企业环保水平。真空蒸馏回收机具备真空度实时监测功能,及时发现泄漏隐患,保障安全。南京专业真空蒸馏回收机设备厂家
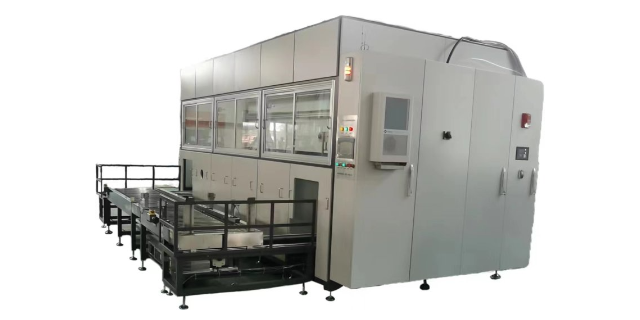
真空蒸馏回收机具备液位报警双重保护,低液位、高液位均能及时提醒。杭州多功能真空蒸馏回收机系统
工业水质在线监测仪(如 COD 在线监测仪)试剂配制中,会使用含硫酸的溶剂,这类废溶剂含有有机物残留(如邻苯二甲酸氢钾)和金属离子(如 Fe³+、Cu²+),传统回收设备硫酸回收率低,且有机物残留影响试剂精度。真空蒸馏回收机采用 “有机物氧化 + 离子吸附 + 真空蒸馏” 系统:通过紫外 - 臭氧协同氧化装置降解有机物,降解率达 99.5%;通过阳离子交换树脂吸附金属离子,去除率达 99.8%;蒸馏阶段控制真空度 - 0.089MPa、温度 105℃,实现硫酸回收,浓度可调整至 98% 的试剂级标准,同时配备 COD 检测仪,确保回收溶剂配制的试剂误差≤±2%。某环保仪器企业应用该设备后,硫酸回收率达 93%,每年节省成本约 48 万元,水质监测数据准确性提升,减少含酸危废排放约 42 吨,符合环保监测仪器高精度要求。杭州多功能真空蒸馏回收机系统