- 品牌
- 美焊
- 型号
- 齐全
- 控制方式
- 自动
- 作用原理
- 脉冲
- 电源类型
- 直流电源
- 是否数控
- 是
焊接后的焊缝自动打磨适配
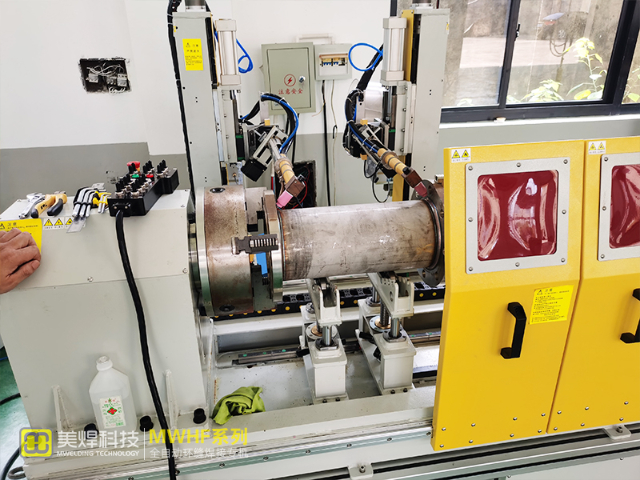
美焊MWHF系列环缝焊接专机可适配自动焊缝打磨设备,形成“焊接-打磨”一体化作业流程,自动去除焊缝表面的焊渣、飞溅与余高,满足工件后续装配或外观要求。设备的控制系统可与自动打磨设备联动,根据焊接焊缝的位置与尺寸,预设打磨轨迹与打磨力度,焊接完成后自动启动打磨程序,打磨后的焊缝表面粗糙度Ra≤3.2μm,无需人工二次处理。在锅炉筒体对接焊接中,“焊接-打磨”一体化流程使单条焊缝的处理时间缩短50%,且打磨质量均匀,避免了人工打磨中因力度不均导致的焊缝损伤。这种一体化适配能力与美焊堆焊设备的后续加工适配逻辑一致,均能助力客户优化生产流程,减少工序衔接时间,提升整体生产效率。 适配不锈钢 - 碳钢异种金属焊接,焊缝结合强度≥350MPa。江西全位置环缝焊机厂家

美焊 MWHF 系列环缝焊接专机在换热器制造中展现出极强的适配性,主要用于换热器管板与壳体、管束与管板的环形焊缝焊接,适配不锈钢、碳钢等换热器常用材质。换热器的环形焊缝直接影响设备的密封性能与换热效率,一旦出现焊缝缺陷,极易导致介质泄漏,影响换热效果。MWHF 系列设备通过填丝焊接方式精细控制焊缝填充量,结合氩气保护避免焊缝氧化,确保焊缝的密封性与耐腐蚀性;循环水冷系统则防止管板因焊接高温变形,保障管板与管束的装配精度。在某换热器生产企业的应用中,该系列设备实现了管板环形焊缝的自动化批量焊接,单批次焊接合格率从人工的 92% 提升至 99.5%,同时生产效率提升 2.8 倍,有效解决了换热器行业环形焊缝焊接效率低、质量不稳定的痛点。江西全位置环缝焊机厂家模块化设计支持功能扩展,可后期加装弧长跟踪、远程监控等模块。
美焊 MWHF 系列环缝焊接专机可与美焊的堆焊设备、氩弧焊机器人等形成协同应用,覆盖从工件表面强化、精密焊接到环缝焊接的全流程工业需求。例如在压力容器制造中,美焊立式堆焊设备可先对压力容器内壁进行堆焊强化,提升内壁耐腐蚀性与耐磨性;随后由 MWHF 系列环缝焊接专机完成筒体对接、封头连接等环形焊缝焊接;对于复杂结构的压力容器部件,还可搭配美焊八轴氩弧焊机器人完成精细化焊缝焊接,形成 “强化 - 环缝焊接 - 精密焊接” 的完整解决方案。这种协同应用能力充分发挥了美焊全系列焊接设备的技术优势,为客户提供一站式、全流程的焊接解决方案,避免了不同品牌设备之间的适配问题,提升了生产流程的连贯性与效率,尤其适用于装备制造企业的复杂生产需求。
焊接过程中的弧长自动跟踪功能
美焊MWHF系列环缝焊接专机可选配弧长自动跟踪功能,通过弧压传感与实时反馈调节,自动补偿工件圆度误差、装配偏差导致的弧长波动,确保焊接过程中弧长始终保持稳定,提升焊缝质量一致性。该功能通过检测焊接电弧的电压变化,判断弧长偏差,进而自动调整焊枪高度或工件旋转速度,使钨极与工件表面距离保持恒定,避免因弧长过长导致的未熔合或过短造成的粘钨缺陷。在筒体对接焊接中,当工件圆度误差≤1mm时,弧长自动跟踪功能可实时补偿偏差,焊缝熔深波动控制在±0.1mm以内,较无跟踪功能时的偏差降低60%。这种精细的弧长控制与美焊堆焊设备的弧长自动控制技术异曲同工,均通过实时反馈与动态调整,保障焊接过程的稳定性与焊缝质量。 自动统计运行数据,生成报表,助力生产优化与成本控制。
美焊 MWHF 系列环缝焊接专机采用填丝焊接工艺,通过精细控制填丝速度与填丝量,确保环形焊缝的填充饱满与熔深均匀,相比无填丝焊接工艺,更适用于厚壁环形工件焊接与焊缝补强。填丝焊接工艺可根据焊缝宽度与厚度灵活调整填丝量,避免出现焊缝凹陷、未填满等缺陷,尤其适用于锅炉、压力容器等对焊缝强度要求高的场景。设备的送丝机构采用步进电机驱动,送丝速度稳定可调,确保填丝量的精细控制,与焊接电流、焊接速度形成协同匹配,实现焊缝的均匀熔合。在厚壁压力容器环形焊缝焊接中,填丝焊接工艺通过多层多道焊接与精细填丝,确保焊缝从根部到表面的均匀熔深,提升焊缝的整体强度与韧性,满足压力容器承压运行的严苛要求。设备利用率统计功能,帮助管理人员优化生产计划,提升产能。江西全位置环缝焊机厂家
适配自动焊缝打磨设备,焊接打磨一体化,焊缝粗糙度 Ra≤3.2μm。江西全位置环缝焊机厂家
大直径薄壁环形工件的焊接稳定性
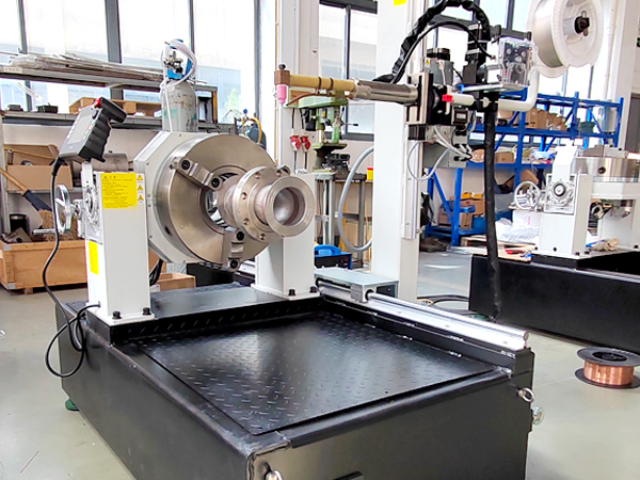
美焊MWHF系列环缝焊接专机针对大直径薄壁环形工件(直径≥2000mm,壁厚≤4mm)的焊接需求,采用柔性支撑与传动机构,确保焊接过程中工件的平稳性与焊接精度。大直径薄壁工件刚性差,易在旋转过程中产生变形与振动,设备的柔性支撑机构通过多点弹性接触,分散工件重量,减少变形;传动系统采用伺服电机与精密齿轮齿条配合,旋转速度均匀,振动幅度≤0.05mm,保障焊接轨迹的精确性。在某大型储罐顶盖环形焊缝焊接中,设备成功完成Φ3000mm、壁厚3mm的不锈钢顶盖焊接,焊接后工件圆度误差≤1mm,焊缝平整无波浪形变形,满足储罐密封性能要求。这种大直径薄壁工件焊接能力,填补了传统焊接设备在该领域的短板,为大型薄壁环形工件制造提供了稳定可靠的自动化解决方案。 江西全位置环缝焊机厂家
- 安徽氩弧焊环缝焊机批发厂家 2026-04-07
- 天津堆焊环缝焊机供应商 2026-04-07
- 北京环缝环缝焊机哪家好 2026-04-07
- 江西自动环缝焊机订制价格 2026-04-07
- 重庆氩弧焊环缝焊机厂家报价 2026-04-07
- 江苏环缝焊机 2026-04-07
- 河南环缝焊机的 2026-04-06
- 北京环缝焊机批发厂家 2026-04-06
- 江苏轨道环缝焊机批量定制 2026-04-06
- 山东轨道环缝焊机订制价格 2026-04-06
- 重庆热丝堆焊环缝焊机批发价 2026-04-05
- 安徽环缝焊机厂家报价 2026-04-05


