气缸与 PLC 的控制逻辑设计气缸的自动化控制通常通过 PLC 编程实现,基本控制逻辑包括单缸往复、多缸联动等。单缸往复控制通过电磁阀的通断切换实现气缸的伸出与缩回,配合限位开关实现自动循环;多缸联动则需要设计时序逻辑,确保各气缸动作协调,如装配线上的 “抓取 - 移动 - 放置” 流程。在复杂工况下,可采用步进控制方式,将整个运动过程分解为若干步序,每步序完成后反馈信号至 PLC,再执行下一步动作。控制程序设计时需包含故障诊断模块,当气缸动作超时或传感器异常时,能及时触发报警并停止运行。ISO标准是气缸常用的国际参考。江苏替代气缸

结构设计超薄机身轴向高度≤25mm(Φ16缸),比标准气缸节省30%空间。模块化装配C形扣环/铆合固定结构,支持直接安装无需支架。双杆防偏载Φ32缸抗侧向力达2000N,消除活塞杆弯曲风险。磁性开关多向安装通孔及螺纹孔共用设计,8个方向可调感应位。紧凑脚座选项LB/LC型安装件降低整体高度,适配狭小设备空间。性能参数宽压工作双作用型0.05-1MPa,单作用型0.13-1MPa稳定运行。高速响应比较高运动速度2m/s(无杆型),满足高频动作需求。强缓冲能力聚氨酯缓冲垫吸收90%冲击能,终端降噪25dB(A)。耐温密封氟橡胶(FKM)密封件耐受-40℃~150℃极端环境。双倍寿命硬铬活塞杆+PTFE涂层,寿命提升至500万次。微力控制低摩擦结构启动压力*0.03MPa(LA节能型)。上海气立可气缸具备良好的稳定性,在工作过程中能够保持稳定的性能,减少故障发生。
自动化行业中的气缸的能效优化方法与节能措施提升气缸的能效可从气源处理、运行控制等方面入手。采用变频空压机提供匹配的气源压力,避免压力过高造成的能量浪费;安装节能阀在气缸停止运动时切断气源,减少无功能耗;选用低摩擦气缸,降低运动过程中的能量损失。在间歇工作的生产线中,通过程序控制气缸的待机状态,可节省 30% 以上的压缩空气消耗。此外,定期清理过滤器和干燥器,保证气源洁净度,也能减少因气路阻力增加导致的能耗上升。
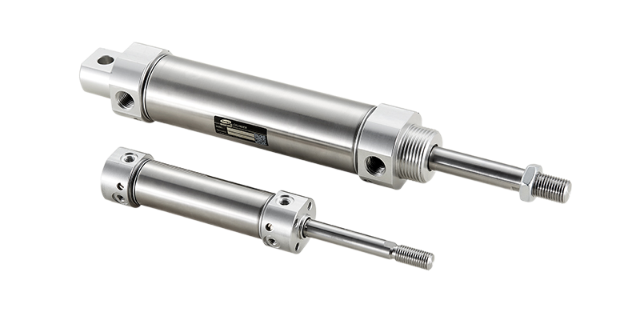
双作用气缸的结构优势与行业适配双作用气缸通过活塞两侧交替供气实现往复运动,无复位弹簧,因此输出力均衡且行程可灵活设计。其缸筒内壁通常采用精密珩磨工艺,配合耐磨密封圈,确保长期高频运动下的密封性。在汽车焊接生产线中,双作用气缸凭借稳定的推力输出,精细控制焊枪的定位与压力;而在印刷机械上,其快速换向能力可匹配纸张传送的高频节奏。相较于单作用气缸,双作用气缸的能耗略高,但在大负载、长行程工况下更具实用性。精致的外观与高效的性能,让薄型气缸备受青睐。

气缸是气动系统中将压缩空气能量转化为机械直线或摆动运动的**执行元件,其类型繁多,通常可按结构形式、功能用途、安装方式、运动轨迹等维度分类。以下是常见类型及特点:一、按结构形式分类(****分类方式)1.活塞式气缸(应用*****)以活塞为**做功部件,通过气压推动活塞沿缸筒运动,分单作用和双作用两种:单作用气缸:*一端有进气口,压缩空气推动活塞向一个方向运动(伸或缩),回程依赖弹簧、重力或外部负载复位。特点:结构简单、成本低、耗气量小,但行程受弹簧限制(通常≤100mm),推力随行程增加而减小(弹簧反力增大)。应用:短行程复位场景(如小型夹紧装置、阀门开关、物料推送)。双作用气缸:缸筒两端均有进气口,压缩空气交替进入两端,推动活塞双向运动(伸/缩均由气压驱动)。特点:行程不受限制(可达数米),推力稳定(无弹簧反力),输出力大,应用*****。应用:自动化生产线的物料搬运、机床上下料、包装机械的推袋/封合等。经济实用的薄型气缸,是降低成本的理想选择。薄型气缸注意事项
具有良好的抗疲劳性能,能够长时间重复工作而不失效。江苏替代气缸
气缸的气路连接方式与管路布置气缸的气路连接需考虑密封性、响应速度和维护便利性,常见的接口类型有内螺纹、外螺纹和快插接头。快插接头可实现气路的快速拆装,广泛应用于需要频繁更换气缸的场景;螺纹连接则适用于高压、振动较大的工况,配合密封胶带或 O 型圈确保气密性。管路布置时应避免过度弯曲或细长管路,减少气路阻力;在多气缸协同工作的系统中,需合理设计分气块的位置,保证各气缸的供气压力均衡。气路管路建议采用铜或不锈钢材质,避免塑料管路老化导致的漏气风险。江苏替代气缸








