- 品牌
- 捷福欣
- 型号
- 1.0 1.25 1.5 2.0 2.54 3.96线束加工
线束加工原材料的选择至关重要。导线通常选用导电性佳、抗氧化强的铜材,依据电流传输大小和信号特性,确定线径粗细与导线类型,如传输大电流选粗线径,传输微弱信号则用屏蔽线。连接器要具备良好导电、机械强度与耐腐蚀性能,绝缘材料需有优异绝缘、耐温、耐磨特性,像聚氯乙烯(PVC)、交联聚乙烯(XLPE)便是常见之选。采购时严格筛选供应商,每批原材料都经外观、性能等多方面严格检测。导线裁剪与剥皮需精确操作。使用高精度裁线机,将导线按设计长度裁剪,误差控制极小。随后进行剥皮,精确控制剥线长度与力度,自动化剥线设备可确保剥线质量,为后续连接打好基础。线束加工的扭线要求夹线完整、用力均匀,将刷开铜丝夹入扭线夹,提升线束性能。捷福欣电子线束加工的智能化趋势
包装工艺是线束加工的一道工序,其目的在于保护线束在运输和存储过程中不受损坏,同时便于搬运和管理。首先进行撑箱、封箱操作,确保包装箱的结构稳固。然后使用尼龙绳对包装箱进行合理捆扎,增强其稳定性。将线束整齐地摆放在包装箱内,避免相互挤压、碰撞。用胶带对包装箱进行密封,防止灰尘、湿气等进入。在包装箱外贴上清晰的合格证和流水号,以便于追溯和管理。还有就是,在包装箱外粘贴打包带,进一步加固包装箱,确保在运输过程中线束的安全。捷福欣电子线束加工的智能化趋势线束加工的扭线夹位置要准确,使铜丝紧密缠绕,增强线束机械与电气性能。

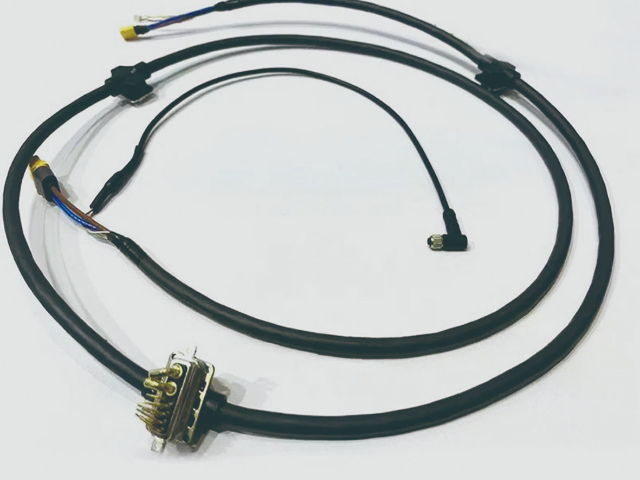
线束加工-插头组装是线束加工中确保与设备实现可靠连接的关键环节。根据设计要求和客户的具体需求,将精心挑选的终端接头或插座准确无误地组装到线束的末端。在组装过程中,要严格控制各个部件的安装位置和连接精度,确保插头与设备接口之间的配合紧密、稳固。组装完成后,需进行多方面的测量和细致的调试工作,检查插头的尺寸是否符合标准,连接是否牢固,信号传输是否正常等。只有经过严格测试,确认各项指标均符合要求后,才能进入下一工序。
线束加工-压接工艺是将导线与端子紧密结合的重要工艺过程。在进行压接前,同样需要备齐相应的材料,并对压接设备进行精细调试。首先制作首件,使用千分尺等精密量具对压接高度、压接宽度等关键参数进行精确测量,确保首件质量符合要求。在批量生产过程中,操作人员要 100% 地对压接质量进行自检,重点检查是否有 R 角、芯线及绝缘皮的可见范围是否在公差范围内、芯线压着部位及绝缘皮压着部位是否有损伤以及压接扭曲度是否符合标准等。只有每一个压接点都满足质量要求,才能保证线束整体的电气性能和机械性能。线束加工的成型工艺含弯曲、压接等,赋予线束所需形状与连接结构。

原材料的质量直接影响线束的性能和使用寿命。线束加工所需的原材料主要包括导线、连接器、绝缘材料等。导线的选择需根据使用场景和电流、信号传输要求来确定。一般来说,铜是常用的导体材料,因其具有良好的导电性和抗氧化性。对于需要传输大电流的线束,会选择线径较粗的导线;而对于传输微弱信号的线束,则要采用屏蔽线或同轴电缆,以减少信号干扰。连接器作为线束与设备连接的关键部件,其质量至关重要。品质上乘的连接器应具备良好的导电性、机械强度和耐腐蚀性,确保连接的可靠性和稳定性。绝缘材料则要具有优异的绝缘性能、耐温性和耐磨性,常见的绝缘材料有聚氯乙烯(PVC)、交联聚乙烯(XLPE)等。在原材料采购过程中,严格筛选供应商,对每一批原材料进行严格的质量检测,包括外观检查、性能测试等,只有符合标准的原材料才能进入生产环节。线束加工的线束切割可采用机械或激光方式,依材料、精度要求选定。遥控器线束加工生产
线束加工的组装阶段依回路走向,用胶带或拉带将小总成捆扎成完整线束。捷福欣电子线束加工的智能化趋势
导线剥离是线束加工中较为精细的一步操作。其目的在于去除导线外部的绝缘层,为后续与终端接头或插座的连接创造条件。操作人员需熟练使用剥线钳和切线刀等工具,严格按照工艺要求控制剥离的长度和精度。若剥离长度过短,可能导致连接不牢固;剥离过长,则容易引发短路风险。同时,要确保剥离过程中导线的金属部分不受损伤,保持表面的光滑整洁,避免出现划伤、毛刺等情况,因为这些瑕疵可能会影响导线的导电性能,甚至在使用过程中引发安全隐患。捷福欣电子线束加工的智能化趋势

线束加工原材料的选择至关重要。导线通常选用导电性佳、抗氧化强的铜材,依据电流传输大小和信号特性,确定线径粗细与导线类型,如传输大电流选粗线径,传输微弱信号则用屏蔽线。连接器要具备良好导电、机械强度与耐腐蚀性能,绝缘材料需有优异绝缘、耐温、耐磨特性,像聚氯乙烯(PVC)、交联聚乙烯(XLPE)便是常见之选。采购时严格筛选供应商,每批原材料都经外观、性能等多方面严格检测。导线裁剪与剥皮需精确操作。使用高精度裁线机,将导线按设计长度裁剪,误差控制极小。随后进行剥皮,精确控制剥线长度与力度,自动化剥线设备可确保剥线质量,为后续连接打好基础。线束加工的高温环境需用高温导线,满足特殊工况下的线束使用。刚性...
- 新能源低压汽车线束加工厂家 2026-03-29
- 遥控器线束加工生产厂家 2026-03-28
- 捷福欣电子线束加工的智能化趋势 2026-03-27
- 找捷福欣科技做线束加工售后效率 2026-03-26
- 找捷福欣科技做车灯线束加工项目经验 2026-03-25
- 深圳市捷福欣线束加工定制价格 2026-03-25
- 新能源线束加工厂家 2026-03-25
- 双绞汽车线束加工 2026-03-22
- 耐低温汽车线束加工厂 2026-03-21
- 延长线束加工销售厂家 2026-03-20


- 深圳捷福欣线束加工质量好吗 2026-03-18
- 延长汽车线束加工厂家 2026-03-17
- 汽车线束加工生产加工厂 2026-03-17
- 找捷福欣做线束加工工艺好吗 2026-03-17
- 捷福欣电子线束加工的类别特点 2026-03-17
- 捷福欣科技车灯线束加工参数 2026-03-17



- RFID接口连接线加工厂家 03-29
- Lora接口连接线加工 03-29
- 航空航天连接线加工厂家 03-29
- 捷福欣电子线的认证种类 03-29
- 新能源点火开关连接线加工厂家 03-29
- NFC接口连接线 03-29
- 接地连接线 03-29
- 智能家居线束生产厂家 03-29
- 耐高温连接线加工厂家 03-29
- 捷福欣电子线的耐久性 03-29