- 品牌
- 华维
- 型号
- 玻璃纤维瓦楞机
轨道交通领域对材料的安全性、稳定性与轻量化有着极高要求,玻璃纤维瓦楞板材在轨道交通车辆的内饰、隔板、车顶板等部位有着广泛应用。通过玻璃纤维瓦楞机生产的瓦楞板材,不仅重量轻,能够降低轨道交通车辆的自重,减少能耗,而且强度高、抗冲击能力强,能够保障车辆运行过程中的结构稳定性与乘客安全。同时,玻璃纤维瓦楞板材还具有良好的隔音性能,能够降低车辆运行过程中的噪音,提升乘客的乘坐舒适度。在轨道交通快速发展的背景下,玻璃纤维瓦楞机的稳定生产能力,为轨道交通车辆的轻量化与舒适化升级提供了可靠保障,助力轨道交通产业实现高质量发展。设备采用高精度伺服控制系统,可精细调节瓦楞波高、波距及成型速度,满足不同规格产品需求。VOCs催化燃烧玻璃纤维瓦楞机
玻璃纤维瓦楞机
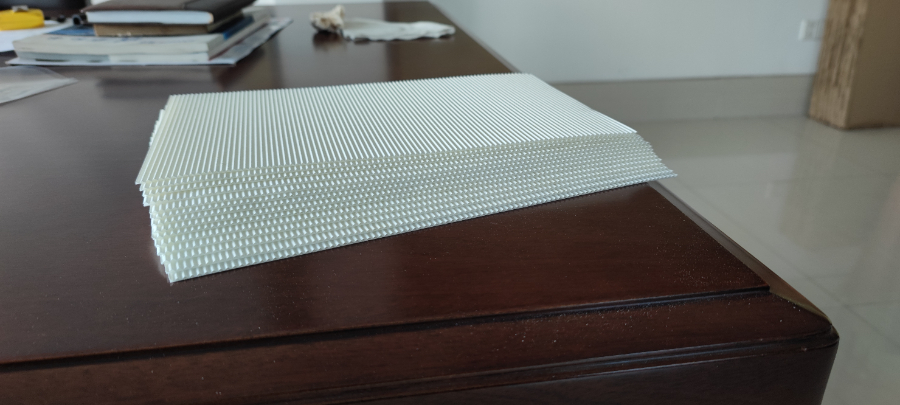
玻璃纤维作为一种无机非金属材料,具有耐高温、抗腐蚀、强度高、重量轻等天然优势,其制成的瓦楞制品通过特殊的波形结构设计,进一步提升了材料的抗压、抗冲击性能,同时兼具良好的隔热、隔音效果。近年来,随着全球绿色低碳发展理念的深入推进,以及装备制造、新能源、节能环保等战略性新兴产业的快速扩张,市场对玻璃纤维瓦楞制品的需求持续攀升。在建筑领域,玻璃纤维瓦楞板因轻质强高、耐候性好,被广泛应用于厂房采光顶、冷却塔、储水塔等基础设施,替代传统钢材和混凝土材料,可实现建筑减重40%以上,同时降低维护成本50%;在交通运输领域,集装箱、冷藏车、船舶等采用玻璃纤维瓦楞结构,不仅能提升抗海水腐蚀、抗老化能力,还能有效降低能耗;在环保领域,玻璃纤维瓦楞除湿转轮、催化剂载体等产品,凭借优异的热稳定性和抗腐蚀性,成为工业废气处理、除湿系统的重心组件。全自动玻璃纤维瓦楞机直销其独特的加热固化技术,使玻璃纤维在成型过程中迅速达到理想的物理性能状态。

绿色节能技术是设备可持续发展的重要方向。在双碳目标的背景下,玻璃纤维瓦楞机的节能降耗成为产业发展的必然要求。传统设备多采用高能耗的加热方式,能源利用率低,不符合绿色发展要求。如今,通过采用高效节能的加热元件,如红外加热管、电磁加热器等,大幅提升能源转化效率,同时优化加热系统的保温设计,减少热量散失。此外,设备还通过优化传动系统,采用高效伺服电机与减速器,降低传动能耗,同时引入能量回收系统,将生产过程中产生的余热回收利用,用于预热环节,进一步降低能源消耗,实现设备的绿色低碳运行。
冷却系统的作用是快速降低固化后板材的温度,使其快速定型,避免因高温导致的变形与性能衰减。冷却系统通常采用风冷与水冷相结合的方式,通过冷却辊或冷却风道,对板材进行均匀冷却,确保板材温度快速降至适宜范围,同时保持板材的平整度。收卷系统是生产流程的终点,负责将成型固化后的玻璃纤维瓦楞板材整齐收卷,便于后续的储存、运输与加工。收卷系统同样配备张力控制装置,确保收卷过程中张力稳定,避免板材出现褶皱、拉伸变形等问题,同时可根据需求调整收卷速度与卷径,适配不同规格的收卷需求。此外,玻璃纤维瓦楞机还配备智能化控制系统,作为设备的神经中枢,该系统能够实时监测各模块的运行状态,精细控制温度、压力、速度等关键参数,实现生产过程的自动化与智能化。通过人机交互界面,操作人员可轻松设定生产参数,实时查看生产数据,及时调整生产状态,保障生产的稳定性与高效性。智能能耗管理系统根据生产负荷动态调节加热功率,综合能耗降低18%。

放卷机构:作为原材料供应的起始环节,放卷机构的重心作用是将玻璃纤维布、玻璃纤维纸等基材平稳、匀速地输送至后续加工环节。为避免基材在输送过程中出现拉伸断裂、起皱或跑偏等问题,**机型通常配备动态张力控制系统,通过传感器实时监测基材张力,自动调节放卷速度,确保张力波动控制在5%以内。同时,部分设备还集成了纠偏装置,可实时监测基材位置,当出现横向偏移时自动调整,保证基材始终沿预设路径运行。浸胶系统:该系统是实现玻璃纤维与树脂复合的关键环节,其性能直接影响瓦楞制品的粘结强度和耐腐蚀性。浸胶系统通常由胶槽、涂胶辊、刮胶装置等组成,部分**设备配备智能胶量控制系统,可根据基材厚度和运行速度自动调节浸胶量,胶料回收率可达95%以上,既降低了生产成本,又减少了VOCs排放。在胶料选择上,可根据产品需求选用环氧树脂、聚酯树脂等不同类型的粘结材料,部分环保型设备还支持使用生物基树脂(如大豆油基树脂),实现碳排放减少30%以上,符合欧盟RoHS指令要求。复合工艺中采用水性环保树脂,VOC排放降低80%,符合全球绿色包装法规要求。玻璃纤维瓦楞玻璃纤维瓦楞机哪家好
玻璃纤维瓦楞机承担着把柔性玻璃纤维变为刚性支撑结构的重任,为各类产品提供可靠保障。VOCs催化燃烧玻璃纤维瓦楞机
玻璃纤维瓦楞机的工作流程可分为原材料准备、基材输送与浸胶、瓦楞成型、固化定型、精细切割、成品收集六个重心环节,各环节紧密衔接,实现连续化生产:1. 原材料准备:根据产品性能要求,选择合适规格的玻璃纤维基材(如玻璃纤维布、玻璃纤维纸)和粘结材料(树脂胶料),并对基材进行预处理(如切割、干燥),确保基材质量符合生产要求。2. 基材输送与浸胶:放卷机构将玻璃纤维基材匀速输送至浸胶系统,基材经过胶槽充分浸润树脂胶料后,通过涂胶辊和刮胶装置调节胶层厚度,确保胶料均匀覆盖基材表面。动态张力控制系统在此环节持续工作,保证基材输送过程中的张力稳定,避免出现拉伸或起皱现象。3. 瓦楞成型:浸胶后的基材进入成型装置,通过辊压、缠绕或模压等方式加工成预设的瓦楞波形。以辊压成型为例,基材在一对带有互补波形的辊筒之间通过,在压力作用下形成瓦楞结构;缠绕成型则通过中心轴旋转带动模具运动,配合扇形板的伸缩动作,实现双曲面瓦楞结构的连续缠绕。VOCs催化燃烧玻璃纤维瓦楞机
- 全自动玻璃纤维瓦楞机直销 2026-03-26
- 无锡RTO废气处理玻璃纤维瓦楞机直销 2026-03-26
- 无锡单面玻璃纤维瓦楞机视频 2026-03-26
- VOCs催化燃烧玻璃纤维瓦楞机 2026-03-26
- 全自动玻璃纤维瓦楞机厂家 2026-03-25
- VOCs催化燃烧玻璃纤维瓦楞机多少钱 2026-03-25
- 分子筛玻璃纤维瓦楞机视频 2026-03-25
- 无锡除湿转轮玻璃纤维瓦楞机视频 2026-03-25
- 江阴RTO废气处理玻璃纤维瓦楞机 2026-03-22
- 无锡玻璃纤维瓦楞玻璃纤维瓦楞机公司 2026-03-22
- 无锡玻璃纤维模块玻璃纤维瓦楞机图片 2026-03-21
- 江苏VOCs催化燃烧玻璃纤维瓦楞机直销 2026-03-20