自动化立体仓库是智能仓储主要装备,依托高层货架、堆垛机、穿梭车及 WMS/WCS 智能控制系统,实现货物存储、分拣、搬运全流程自动化作业。其突破传统仓储的空间限制,垂直利用仓储高度,大幅提升单位面积存储密度,相比平库存储效率提升 3-5 倍。系统通过扫码识别、智能调度完成货物出入库,全程无需人工干预,既降低人力成本与作业失误率,又能实现货物批次、库位精确管理,满足现代物流高频次、高精度的仓储需求。同时,设备可 24 小时连续运行,大幅缩短出入库周期,适配电商、制造、冷链等多行业的仓储升级需求,是企业实现物流智能化、数字化转型的关键载体,也是智慧供应链体系中不可或缺的重要环节。自动化立体仓库的自动化提高了仓库仓储的管理水平。深圳定制自动化立体仓库销售商
自动化立体仓库依托规范的作业流程,梳理货物从入库到出库的全环节运转逻辑。货物入库时,通过标准化操作完成信息登记与分类存放,借助立体货架实现分层、分区管理,方便后续定位与调取;库内存储阶段,以有序的管理方式维持货物状态,适配不同品类货物的存放要求;出库环节,按照作业指令完成货物调取与转运,衔接后续配送、使用流程。整套体系依靠成熟的运行模式,简化仓储操作,让各环节衔接顺畅,提升仓储运营的条理性,降低企业日常管理难度。杭州双立柱堆垛机自动化立体仓库作业流程自动化立体仓库是智能制造物流体系的重要组成部分。

自动化立体仓库具备极强的柔性适配能力,可根据不同行业的仓储需求灵活调整方案,已广泛应用于电商、医药、汽车、冷链、化工等多个领域。在医药行业,通过温湿度实时监控、批次追溯功能,满足GSP认证标准,保障药品存储安全;在汽车行业,针对零部件多规格、高周转的特点,采用定制化货架与快速存取方案,适配精益生产节奏;在冷链行业,配备低温适配型自动化设备与保温密封设计,确保生鲜食品全程冷链不中断;在化工行业,针对危化品存储的安全规范,采用防爆型设备、隔离式货架与气体监测系统,实现化学品的安全可控管理。此外,其模块化设计支持后期扩容升级,可随企业业务增长灵活增加货架、设备或拓展系统功能,既满足当下仓储需求,又为未来发展预留空间,成为不同规模企业数字化转型的适配选择。
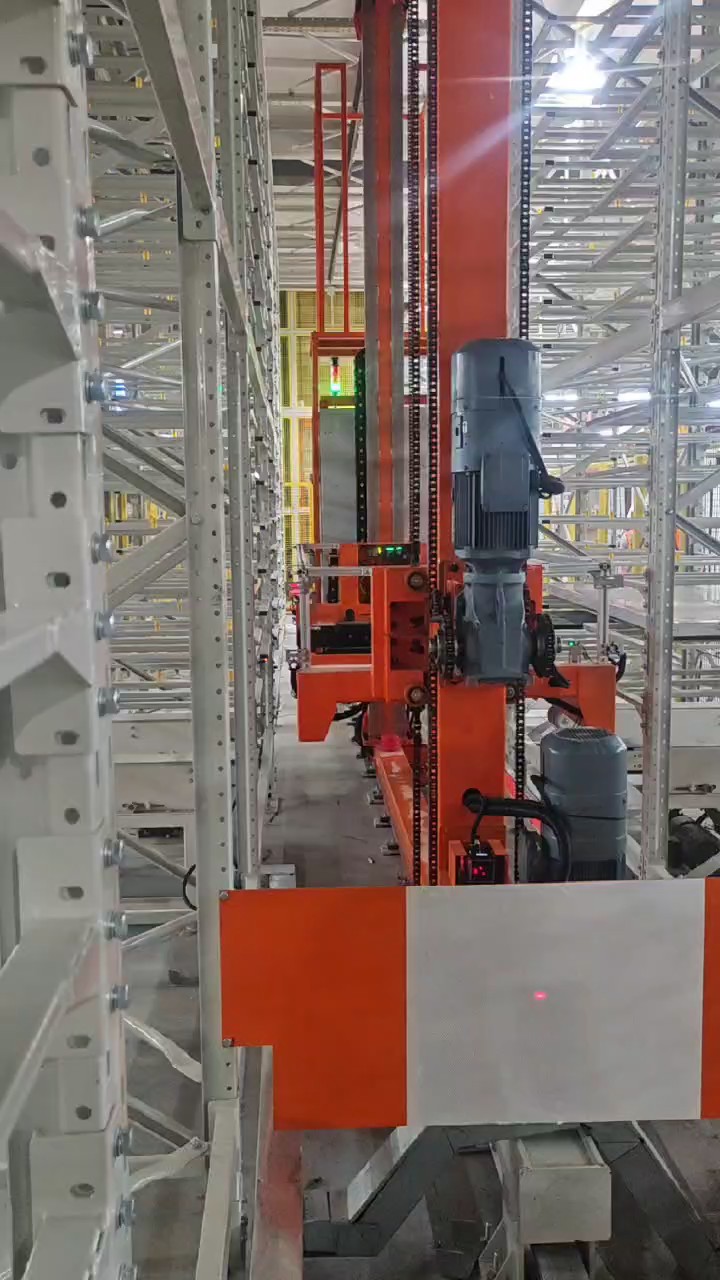
一套完整的自动化立体仓库系统由存储系统、搬运设备、控制系统、信息管理系统四大模块构成,各模块的高效协同是保障整体作业效率的关键。存储系统采用横梁式、穿梭式、重力式等多种货架结构,可根据货物尺寸、重量、存取频率灵活调整层高与间距,可实现 40 米以上的高层存储;搬运设备中,堆垛机作为 “垂直搬运工”,通过激光导航与伺服驱动技术实现 ±5mm 的高精度定位,四向穿梭车则突破传统巷道限制,可在货架层间自由穿梭,实现密集存储与灵活调度,AGV 机器人则负责仓库内的水平运输,形成 “立体存取 + 平面转运” 的全流程搬运网络;控制系统以 WCS 为中心,负责设备的实时调度与状态监控,通过优化路径算法减少设备空跑时间;信息管理系统则以 WMS 为中心,对接 ERP、MES 等企业管理系统,实现库存数据、订单信息、作业进度的实时同步,支持订单自动拆分、库存预警、数据分析等功能,确保仓储系统与企业整体运营流程无缝衔接。自动化立体仓库作业时人货分离,提升作业安全性。

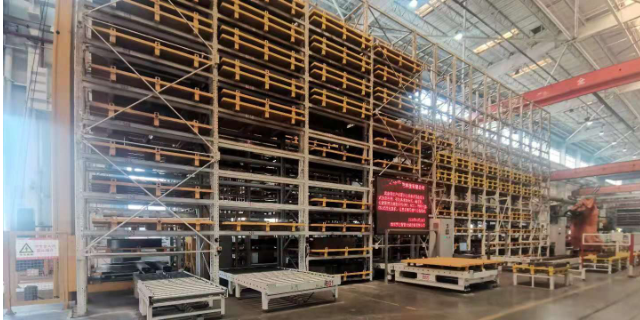
自动化立体仓库是整合空间规划、智能设备与规范管理的现代化仓储载体,通过立体化货架结构与专门的作业设备搭配,构建起有序的货物存储与流转体系。该仓储形式能够根据场地条件、货物规格与作业需求定制布局方案,合理划分存储区域与作业通道,让空间资源得到充分配置。在实际运行中,各类仓储设备协同配合,按照规范流程完成货物存取、转运等操作,减少人工干预带来的不确定性,保障仓储作业的连贯性与稳定性。无论是生产型企业的原料存储、成品保管,还是流通领域的货物集散,自动化立体仓库都能适配多元场景需求,为企业完善仓储配套、优化运营环节提供坚实支撑。自动化立体仓库支持托盘、料箱等多种存储单元。苏州单伸位堆垛机自动化立体仓库优点
自动化立体仓库项目实施前需进行详细的土建与工艺对接。深圳定制自动化立体仓库销售商
随着全球物流行业的快速发展,企业对于仓储和物流管理的需求也日益增长。在这个竞争激烈的市场中,如何提高仓库操作的效率、节省时间成本成为了企业关注的焦点。而自动化立体仓库作为一种先进的解决方案,正逐渐成为企业提升效率、降低成本的选择。自动化立体仓库的易用性是其优势之一。相比传统的人工操作,自动化立体仓库通过引入智能化设备和先进的技术,实现了仓库操作的自动化和智能化。无论是货物的存储、取货还是库存管理,都可以通过简单的操作指令完成。即使是没有相关经验的员工,也能够迅速上手,提高工作效率。这种易用性不仅减少了培训成本,还能够快速适应企业的业务需求,提高工作效率。深圳定制自动化立体仓库销售商