- 品牌
- 亚普
- 型号
- 立体仓库
- 加工定制
- 是
- 是否跨境货源
- 是
- 厂家
- 浙江亚普自动化
折叠盘机的安全防护功能是其稳定运行的重要保障,在立体仓库自动化作业中,折叠盘机配备完善的安全保护装置,**功能是防止设备运行过程中出现安全事故,保护设备、物料和操作人员的安全,同时确保设备的连续稳定运行,提升作业可靠性。其安全保护装置主要包括紧急停止按钮、限位开关、光电传感器、防护栏等,紧急停止按钮可在设备出现故障或异常时,快速切断电源,停止设备运行,避免事故扩大;限位开关可精细控制折叠机构的行程,防止折叠过度或展开不到位,损坏周转箱和设备;光电传感器可检测物料是否到位,避免设备空转或误操作,当物料未到位时,设备不会启动折叠或展开动作,确保作业的准确性和安全性。此外,折叠盘机的机架配备防护栏,可防止操作人员靠近运行中的机构,避免人身伤害,同时防止物料掉落,保护物料安全。这些安全防护功能的配备,使折叠盘机能够在立体仓库自动化作业中稳定运行,减少故障停机时间,提升作业效率和安全性,适配大规模、连续化的仓储作业需求。托盘输送线的张紧装置,调节链条松紧避免打滑、跑偏问题。益阳市立体仓库

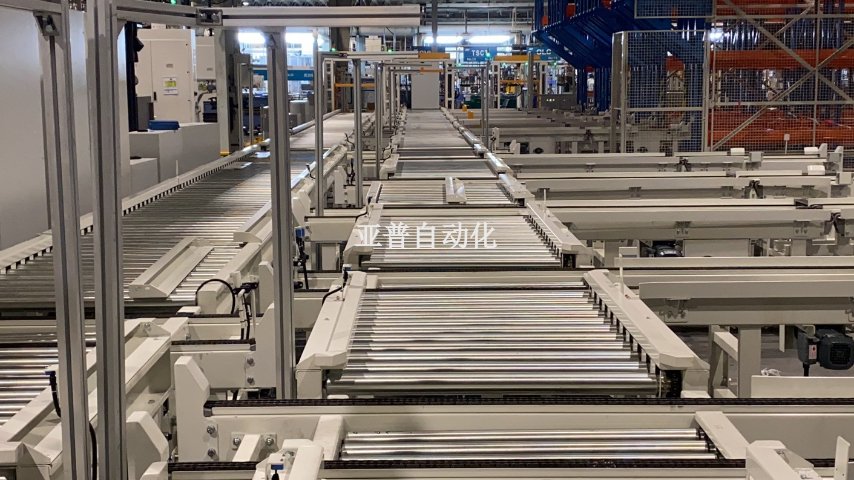
出入库输送系统是立体仓库中连接仓库内外、衔接各作业环节的“桥梁”,负责将货物从仓库外部输送至巷道堆垛机的作业范围,或从堆垛机作业范围将货物输送至仓库外部、分拣区、包装区等相关区域,实现货物的顺畅流转。出入库输送系统的组成根据立体仓库的规模和作业需求有所不同,常见的设备包括输送机、AGV自动导引车、提升机、分拣机等,各设备协同运作,形成完整的出入库输送链路。输送机主要用于货物的连续输送,分为滚筒输送机、皮带输送机、链条输送机等,适合大批量、连续化的货物输送;AGV自动导引车具有灵活性强、自动化程度高的特点,可实现货物的点对点自动搬运,适合复杂路径的货物输送;提升机主要用于不同楼层、不同高度之间的货物升降输送,衔接高层货架和地面作业区域;分拣机则用于货物的自动分拣,根据订单需求将不同品种、不同规格的货物分拣至指定区域,为后续出库作业提供便利。十堰立体仓库提升机的安全保护装置,可实时监测设备运行状态并报警。

巷道堆垛机是立体仓库中实现货物自动存取的**作业设备,相当于立体仓库中的“自动搬运工”,主要运行在高层货架之间的巷道内,负责将货物从出入库口搬运至指定货架货位,或从货架货位将货物取出并送至出入库口。巷道堆垛机的结构主要包括机架、行走机构、升降机构、货叉机构、控制系统等,其运行精度直接影响仓储作业的准确性和效率。行走机构带动堆垛机沿巷道地面轨道水平移动,升降机构带动货叉和货物沿机架立柱垂直升降,货叉机构负责货物的叉取和放置,三者协同运作,可实现货物在三维空间内的精细定位和搬运。现代巷道堆垛机的运行速度快、定位精度高,水平行走速度可达80-200m/min,垂直升降速度可达10-50m/min,定位精度可控制在±5mm以内,每小时可完成数十到上百次存取作业,大幅超越人工搬运效率,同时避免了人工操作中的失误,减少货物损坏和丢失的风险。
随着物联网、大数据、人工智能、机器人等新兴技术的快速发展,立体仓库正朝着智能化、柔性化、绿色化的方向不断升级,功能不断完善,效率不断提升,为现代物流仓储行业的发展注入了新的活力。智能化升级方面,立体仓库通过融入人工智能技术,实现作业流程的自主决策和优化,例如,WMS系统可根据历史订单数据、库存数据,预测未来的出库需求,提前优化货位布局和作业计划,提高作业效率;巷道堆垛机可通过视觉识别技术,实现货物的自动识别和精细叉取,减少定位误差。柔性化升级方面,立体仓库可根据不同货物类型、订单需求,灵活调整作业流程和设备参数,实现多品种、小批量货物的高效存储和处理,适应现代企业个性化、多样化的仓储需求。立体仓库的所有输送设备,均适配标准化托盘与周转箱。
高层货架是立体仓库的**承载部件,也是区别于传统仓库的**直观标志,其设计和制造水平直接决定了立体仓库的存储容量、承载能力和作业安全性。高层货架通常采用冷轧钢板或型钢焊接而成,结构形式主要分为横梁式、驶入式、穿梭式、阁楼式等,不同结构对应不同的存储需求和货物类型。横梁式货架适合存储各类托盘货物,通用性强,存取灵活,是目前立体仓库中应用*****的货架类型;驶入式货架适合存储批量大、品种少的货物,可提高货架利用率,但存取效率相对较低;穿梭式货架结合了横梁式和驶入式的优势,通过穿梭车实现货物的自动存取,兼顾了存储密度和作业效率。高层货架的设计需考虑货物的重量、尺寸、存储量,以及巷道堆垛机的作业参数,货架之间预留合适的巷道宽度,确保堆垛机能够顺畅通行和作业,同时还要满足抗震、防风、承重等安全要求,保障立体仓库的长期稳定运行。折叠盘机能精确展开压缩箱,实现周转箱的自动化循环复用。云南立体仓库设备
托盘输送线的定位装置,精确固定托盘衔接后续作业环节。益阳市立体仓库
立体仓库的自动化出入库功能是其**优势之一,依托堆垛机、提升机、托盘输送线、辊筒输送机等自动化设备,配合WMS仓储管理系统和PLC控制系统,实现物料从入库、存储到出库的全程自动化操作,无需人工干预,大幅提升作业效率,减少人为误差。其自动化入库流程为:物料经人工或自动化设备装载至托盘,托盘经托盘输送线、辊筒输送机转运至入库检测区,检测合格后,由提升机将托盘物料送至指定楼层的输送线,再由堆垛机精细将物料送至高层货架的指定存储位,同时WMS系统自动更新库存信息;自动化出库流程为:根据出库指令,WMS系统下达指令给堆垛机,堆垛机从货架取出物料,送至楼层输送线,经提升机下降至底层,再由托盘输送线、辊筒输送机转运至出库口,完成出库作业,同时系统自动扣减库存。这种自动化出入库模式,不仅大幅提升了出入库效率,每小时可完成数百次出入库作业,还确保了物料出入库的准确性,误差率可降至万分之一以下,同时减少了人工成本,避免了人工操作带来的物料损耗和安全隐患,适配大规模、高频次的仓储作业需求。益阳市立体仓库


