- 品牌
- 赋耘
- 型号
- FY-MH-100
- 类型
- 低倍组织热酸蚀装置
- 工作室尺寸
- 长40*400m250
- 温度波动度
- 误差±1℃
- 加工定制
- 是
- 外形尺寸
- 520x496x550
- 重量
- 20
- 厂家
- 赋耘
- 产地
- 上海
低倍腐蚀技术在质量控制中起着关键的作用。在生产过程中,对原材料和成品进行低倍腐蚀检测,可以及时发现质量问题,避免不合格产品流入市场。同时,低倍腐蚀也可以用于监测生产工艺的稳定性,确保产品质量的一致性。在质量至上的时代,低倍腐蚀技术的应用为企业提供了可靠的质量保障,让消费者能够放心使用各种产品。低倍腐蚀,是一场微观世界的视觉盛宴。当我们用显微镜观察腐蚀后的材料时,那些精美的微观结构让人叹为观止。晶粒的形状、大小和分布,晶界的清晰轮廓,以及各种缺陷的存在,都构成了一幅独特的艺术画卷。低倍腐蚀技术不仅让我们看到了材料的美丽,也让我们更加深入地了解了材料的性能和特点。在这个充满科技与艺术的时代,低倍腐蚀技术为我们带来了不一样的视觉体验。低倍腐蚀后金属材料在长期服役中的性能演变?特殊低倍腐蚀

在低倍腐蚀过程中,精度控制至关重要。首先,腐蚀时间的精确把握是关键之一。如果腐蚀时间过短,材料表面的组织特征可能无法充分显示,导致观察结果不准确;而腐蚀时间过长,则可能导致过度腐蚀,掩盖一些重要的组织细节或使样品表面受损。其次,腐蚀剂的浓度也需要严格控制。浓度过高可能会导致腐蚀速度过快,难以控制腐蚀过程;浓度过低则可能使腐蚀效果不明显。另外,样品的预处理质量也会影响低倍腐蚀的精度。例如,磨光和抛光过程中,如果表面存在划痕或不平整,会影响腐蚀剂与材料表面的均匀反应,进而影响组织的显示效果。为了确保精度,操作人员需要经过专业的培训,熟悉不同材料的腐蚀特性和操作要点。特殊低倍腐蚀模拟不同环境条件下的低倍腐蚀实验研究?

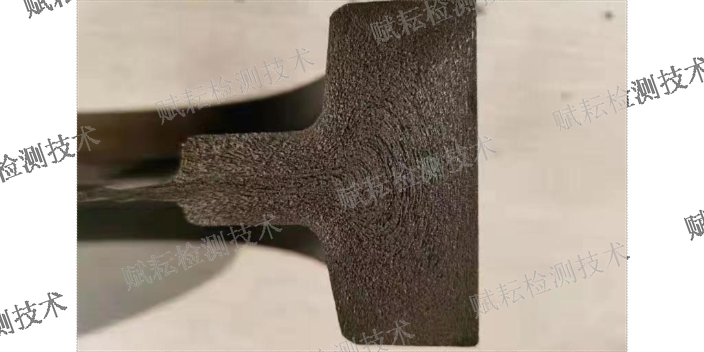
金属铸件在机械制造等领域中应用,但铸件中容易出现各种缺陷。低倍腐蚀对于检测这些缺陷具有重要意义。通过低倍腐蚀,可以清晰地观察到铸件中的缩孔、疏松、气孔等缺陷的分布和大小。缩孔通常出现在铸件凝固的部位,会降低铸件的强度和致密性。疏松则是由于金属凝固过程中补缩不良而形成的微小孔隙。气孔可能是由于熔炼过程中气体未充分排出或浇注过程中卷入气体所致。利用低倍腐蚀技术发现这些缺陷后,可以通过改进铸造工艺,如优化浇注系统、调整凝固顺序、控制熔炼过程中的气体含量等措施来减少缺陷的产生,提高铸件的质量。
低倍腐蚀是材料检验领域常用的一种手段。它主要是通过特定的化学试剂或电解方法,对材料的宏观组织进行显示和观察。其原理是利用腐蚀剂与材料表面的不同相或成分发生化学反应,使得各相之间产生不同程度的腐蚀速率差异,从而在低倍放大的条件下清晰地呈现出材料的宏观组织结构,如晶粒大小、晶界、偏析、疏松、缩孔等特征。例如在钢铁材料中,通过低倍腐蚀可以直观地看到铸坯中的疏松和缩孔情况,这些缺陷会影响材料的力学性能和使用寿命,因此低倍腐蚀对于把控材料质量至关重要。低倍腐蚀是一种材料检测方法,主要用于检验金属材料的宏观组织和缺陷。

如重轨钢、管线钢、轴承钢、齿轮钢、弹簧钢、油井管钢、锅炉管钢等)连铸坯(方坯圆坯)低倍试验任务,显示中心偏析、三角裂纹、角裂纹、缩孔等质量缺陷,对部分低C、低S的钢种,承担合金钢连铸坯低倍试验任务,并根据显示的质量缺陷以及图谱标准进行质量判定。且测试样件的形状:圆还:<t200mm,方还:200mmX200mm以及360mmX450mm。故在选择统磨床必须能全部覆盖所有样件要求。本发明使用的数控龙门铣床是一台双轴双工位铣磨床,即先进行铣削加工,再进行磨加工,采用先进的进口PLC控制系统实现(X,Z)两轴联动,即龙门架左右两边分别安装铣床主轴箱和砂带机。本机床只要进行单向端面立铣(即双Z轴运作),工件进行一次装夹可完成铣削加工机磨铣加工。工作台纵向进给必须由数字程序控制,要求运作平稳,承载力矩大,工作台两边必须有自动排铁屑功能。如何建立低倍腐蚀的数值模拟模型?特殊低倍腐蚀
不同级别的低倍腐蚀剂适用于不同的腐蚀程度和材料类型。特殊低倍腐蚀
碳纤维增强树脂基复合材料的界面分析对性能优化至关重要。某科研团队采用酸性高锰酸钾溶液对复合材料进行低倍腐蚀,选择性刻蚀树脂基体后,通过扫描电镜观察碳纤维的表面形貌。实验发现,经等离子体处理的纤维表面沟槽深度增加30%,树脂浸润性明显提升,界面剪切强度从55MPa增至72MPa,为风电叶片材料设计提供依据。在金属基复合材料(MMC)检测中,低倍腐蚀技术帮助揭示增强相分布规律。某汽车零部件企业使用氢氟酸与硝酸混合溶液腐蚀铝基碳化硅复合材料,显示SiC颗粒在基体中的团聚区域。通过调整搅拌工艺参数,使颗粒分散均匀度提升45%,材料耐磨性提高28%。特殊低倍腐蚀

在钢铁冶金领域,低倍腐蚀用于连铸坯质量评估。某钢厂采用热酸腐蚀法(50%盐酸+50%水,80℃处理30分钟),清晰显示铸坯内部的中心偏析与裂纹。通过分析腐蚀后形成的“V”型偏析带,优化二冷区水量分配,使铸坯合格率从85%提升至93%。焊接接头的低倍腐蚀分析对工艺优化至关重要。某压力容器制造厂采用硫酸铜-盐酸溶液对不锈钢焊缝进行腐蚀,显示焊缝熔合线与热影响区(HAZ)的组织差异。通过测量HAZ宽度与晶粒尺寸,调整焊接电流与速度,使焊接热输入控制在12-15kJ/cm范围内,减少晶间腐蚀风险。失效分析中,低倍腐蚀帮助定位宏观缺陷起源。某桥梁钢索断裂事故调查中,采用苦味酸溶液腐蚀断口附近区域,发现直...
- 特点低倍腐蚀常见问题 2026-03-23
- 什么是低倍腐蚀代理加盟 2026-03-23
- 特殊低倍腐蚀 2026-03-23
- 有哪些低倍腐蚀商家 2026-03-23
- 耐用低倍腐蚀一般多少钱 2026-03-21
- 绿色低倍腐蚀厂家报价 2026-03-21
- 特殊低倍腐蚀有哪些 2026-03-21
- 什么低倍腐蚀代理加盟 2026-03-20
- 常规低倍腐蚀常见问题 2026-03-15
- 国产低倍腐蚀常用知识 2026-03-15


- 低倍腐蚀大概多少钱 2026-03-02
- 本地附近低倍腐蚀常见问题 2026-02-27
- 常规低倍腐蚀商家 2026-02-26
- 什么是低倍腐蚀价格 2026-02-26
- 附近哪里有低倍腐蚀什么品牌性价比高 2026-02-25
- 现代低倍腐蚀售价 2026-02-25