- 品牌
- 太克干燥
- 型号
- 齐全
- 适用物料
- 多种可用,条状,片状,颗粒状
- 操作方式
- 连续
- 干燥介质
- 过热蒸汽,导热油,热水,蒸汽,空气
- 传热方式
- 多传热方式,热传导,热辐射,热对流
- 物料输送方式
- 台车输送,轨道车输送
- 加热方式
- 辐射式,对流式,传导式
- 应用领域
- 木材,竹材,竹木
- 产地
- 杭州
- 厂家
- 杭州太克干燥设备有线公司
木材烘干基准必须严格符合行业规范要求,以确保产品质量和安全性。规范由行业协会制定,规定温度、湿度及干燥时长范围,如硬木干燥至含水率8%-12%、软木9%-13%。基准依据科学测试数据制定,避免主观调整,防止干燥缺陷。企业需定期更新基准,参考国家标准或ISO文件,确保与行业标准同步。执行中,通过第三方检测验证干燥质量一致性,减少法律风险。符合规范不仅能提升产品市场认可度,还满足客户对木材稳定性的要求。定期审核基准执行情况,建立可靠质量体系,为行业可持续发展提供支撑。大型木材烘干设备需配备余热回收装置,提高能源利用率,降低生产成本。浙江热油加热木材烘干流程

木材干燥工艺的标准化是保障木材干燥质量稳定性和行业健康发展的重要基础,建立完善的木材干燥工艺标准体系具有重要意义。目前,我国已制定了多项关于木材干燥的国家标准和行业标准,如《木材干燥工艺规程》《锯材干燥质量》等,这些标准对木材干燥的术语定义、干燥工艺参数、质量检测方法、验收标准等都做出了明确规定,为木材加工企业提供了科学的指导。企业在进行木材干燥时,需严格按照相关标准制定干燥工艺,确保干燥过程规范有序,干燥质量符合标准要求。同时,行业协会和科研机构也应加强对木材干燥标准的宣传和推广,组织企业开展标准培训,提高企业员工的标准意识和执行能力。此外,随着木材干燥技术的不断发展和创新,还需及时对相关标准进行修订和完善,使标准能够适应新技术、新工艺的发展需求,推动木材干燥行业朝着标准化、规范化的方向发展,提升整个行业的产品质量和竞争力。上海实木木材干燥工厂直销木材烘干工艺优化可减少开裂风险。

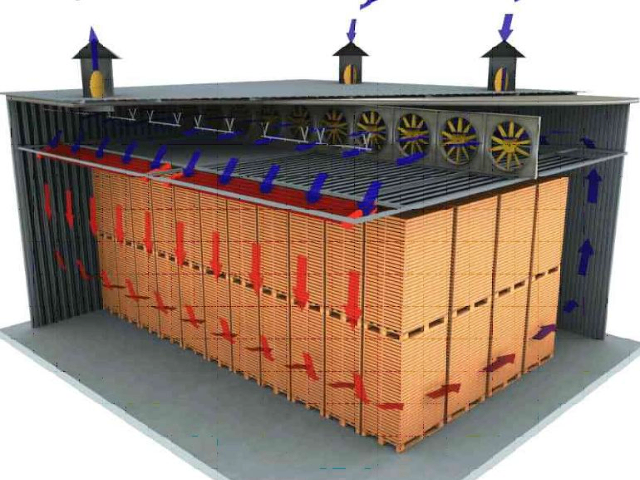
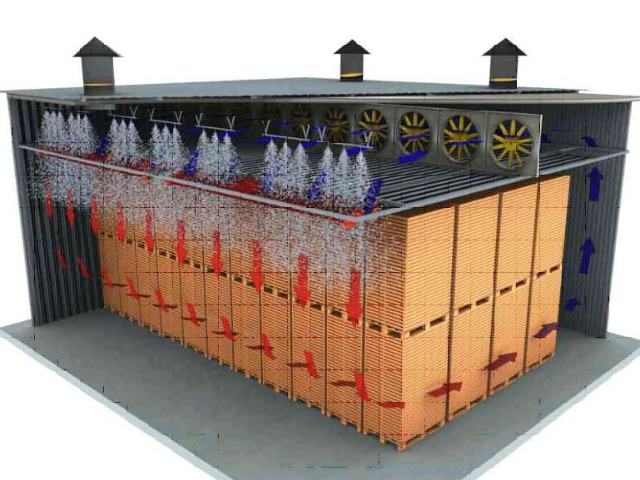
木材烘干机集成自动控制系统,实现干燥参数的实时调节。系统配备温度传感器、湿度探头和PLC控制器,根据预设程序自动优化加热功率和风速。操作人员只需输入木材类型、厚度及初始含水率,设备即启动运行,无需频繁人工干预。例如,当湿度升高时,系统自动增强排湿功能;温度异常时触发警报。这种自动化减少人为误差,保障干燥过程稳定。维护重点在于定期校准传感器,确保数据准确。设备运行中,气流均匀性是关键,需避免风道堵塞。自动控制提升操作便捷性,降低劳动力依赖,同时提燥质量的一致性,适用于各类木材加工场景。
根据木材特性、厚度、用途的不同,烘干基准可分为多种类型,常见分类方式如下:木材厚度是影响基准的关键因素(厚度越大,水分从内部迁移到表面的距离越长,需更温和的条件):薄材(厚度<20mm):可采用较高的初始温度(50-60℃)和中等湿度(60%-70%),烘干周期较短(如10-20小时)。中厚材(20-50mm):初始温度需降低(40-50℃),湿度提高(70%-85%),烘干周期延长(20-40小时)。厚材(>50mm):初始温度更低(30-40℃),湿度更高(80%-90%),且需分阶段缓慢升温,周期可达40-72小时以上。木材烘干窑采用多层结构提升干燥效率。

冷却阶段目的:避免高温木材直接接触外界冷空气导致表面收缩开裂,同时稳定木材含水率。操作:关闭加热系统,保持通风,使窑内温度缓慢降至与外界环境温度相差不超过 10℃(通常需 6-12 小时),湿度逐渐接近环境湿度。木材检测再次测量木材含水率,确保达到目标值且均匀(同一批木材含水率差异应≤2%)。检查木材外观:是否有开裂、变形、变色等问题,如有需分析原因并调整后续烘干工艺。堆放与陈化烘干后的木材需在通风、干燥的环境中堆放 2-4 周(即 “陈化”),让木材含水率进一步稳定,释放残余应力,避免后续加工时变形。堆放时仍需使用隔条,保持空气流通。木材烘干设备停用期间,需排空水箱积水并做好机身防锈处理,延长设备使用寿命。上海实木木材干燥炭化技术
自然干燥(气干)利用环境通风除湿,适合对含水率要求较低的木材预干燥。浙江热油加热木材烘干流程
软木类如松木、云杉等,这类木材密度较小,水分传导速度较快,干燥相对容易。烘干基准通常采用较低的温度和较高的湿度,以防止木材出现开裂、变形等缺陷。例如,在干燥松木时,预热阶段温度可设为 40℃,相对湿度 85%;干燥阶段温度逐渐升高至 55℃,相对湿度控制在 40% - 60%。硬木类像橡木、桦木等硬木,密度较大,水分移动困难,干燥过程中容易产生内应力,导致开裂和变形。因此,硬木的烘干基准需要更加谨慎地控制温度和湿度。一般来说,硬木烘干的预热阶段温度在 45 - 50℃,相对湿度 80% - 85%;干燥阶段温度可逐渐升高至 60 - 70℃,相对湿度根据干燥进程调整为 30% - 50%。浙江热油加热木材烘干流程

木材干燥技术的发展与科技进步密切相关,随着智能化、自动化技术的不断融入,木材干燥过程的精细控制和效率提升得到了有力推动。传统的木材干燥过程主要依靠人工经验进行操作和控制,对操作人员的技术水平要求较高,且容易受到人为因素影响,导致干燥质量不稳定。而现代木材干燥设备普遍采用智能化控制系统,通过传感器实时采集干燥窑内的温度、湿度、风速等参数,并将数据传输至控制系统,控制系统根据预设的干燥工艺参数和实际检测数据,自动调节加热设备、加湿设备、通风设备的运行状态,实现干燥过程的自动化控制。例如,当传感器检测到干燥窑内温度低于设定值时,控制系统会自动启动加热设备,提高窑内温度;当检测到湿度高于设定值时,会自...
- 浙江实木木材干燥设备厂家 2026-03-23
- 杭州炉气间接加热木材烘干炭化技术 2026-03-23
- 上海导热油木材烘干故障维修 2026-03-23
- 防腐木木材干燥含水率 2026-03-23
- 上海炉气间接加热木材烘干哪家好 2026-03-23
- 浙江热泵木材干燥设备厂家 2026-03-23
- 杭州杉木木材烘干工艺 2026-03-23
- 浙江湿木材木材干燥含水率 2026-03-23
- 浙江炭化木木材烘干炭化技术 2026-03-23
- 浙江热油加热木材烘干流程 2026-03-22

- 上海木材烘干保养 2026-03-22
- 浙江杉木木材烘干指导 2026-03-22
- 杭州防腐木木材干燥炭化窑 2026-03-22
- 上海热水加热木材干燥设备多少钱 2026-03-22
- 浙江湿木材木材干燥窑 2026-03-22
- 上海蒸汽加热木材烘干机 2026-03-22


- 上海炉气间接加热木材烘干哪家好 03-23
- 浙江热泵木材干燥设备厂家 03-23
- 杭州杉木木材烘干工艺 03-23
- 浙江湿木材木材干燥含水率 03-23
- 浙江炭化木木材烘干炭化技术 03-23
- 浙江热油加热木材烘干流程 03-22
- 上海红木木材烘干销售厂家 03-22
- 炭化木木材干燥机 03-22
- 家具木材干燥机 03-22
- 浙江杉木木材干燥设备厂家 03-22