- 品牌
- 美焊
- 型号
- MWR
- 控制方式
- 自动
- 作用原理
- 逆变,脉冲
- 电源类型
- 逆变式电源
- 是否数控
- 是
八轴氩弧焊机器人配备的手持控制屏(定制款)与彩色示教器,是操作人员与设备交互的载体,采用大屏幕彩色 LCD 显示,操作与编程简单明了,支持中 / 英文显示方式切换,方便不同语言习惯的操作人员使用。示教器通过巧妙设计优化了重心分布,改善了整体平衡性,使示教、操作更轻松,同时安装有 dead-man 开关与急停开关,进一步保障操作安全。控制屏支持实时焊接参数修改、故障自诊断显示功能,具备焊接模拟快捷键,可存储不同程序号,方便快速调用不同工件的焊接参数,菜单式操作设计降低了学习门槛,即使是经验不足的操作人员也能快速上手。其功能设计与美焊科技的线控器操作逻辑一致,美焊线控器可在堆焊过程中微调电流、送丝速度等参数,而这款手持控制屏则更侧重弧焊程序的调用与实时干预,支持启停焊接、工件旋转、焊枪调整、焊枪送丝等全位置操作。此外,控制屏能够方便地与其他设备进行数据交换,数据扩展使用便捷,电缆接头处通过金属接头及塑料护套加强防护,提升了设备在工业环境中的耐用性。防碰撞传感器 TA-3 定位精度 < 0.03mm,碰撞后无需重新调校。西藏异形件氩弧焊机器人源头工厂

八轴氩弧焊机器人的弧焊功能包包含丰富的程序位移功能,能够根据已示教的程序,将动作位置平行、平行旋转或镜像位移到其他位置,大幅减少编程工作量,提升作业效率。该功能主要分为三类:程序位移可对示教程序某一范围的动作语句进行平行或平行旋转位移;镜像位移以面对称方式将示教位置位移到目标位置;角度输入位移功能通过输入点及旋转角执行程序位移,还可指定反复次数实现圆周上等间隔多次位移。这些功能与美焊堆焊设备的参数分区间设置功能类似,美焊设备通过分区间设置电流、送丝速度等参数适配复杂堆焊工艺,而这款机器人的程序位移功能则通过轨迹复用与调整适配不同规格工件的焊接。程序位移功能尤其适用于批量生产中同类型、不同尺寸工件的焊接,操作人员只需示教一个基准程序,即可通过位移功能快速适配其他尺寸工件,无需重复编写程序,可提升编程效率与生产灵活性,是自动化批量生产的重要技术支撑。青海异形管件氩弧焊机器人批发厂家美焊科技在压力容器行业经验丰富,堆焊合格率 98% 以上。

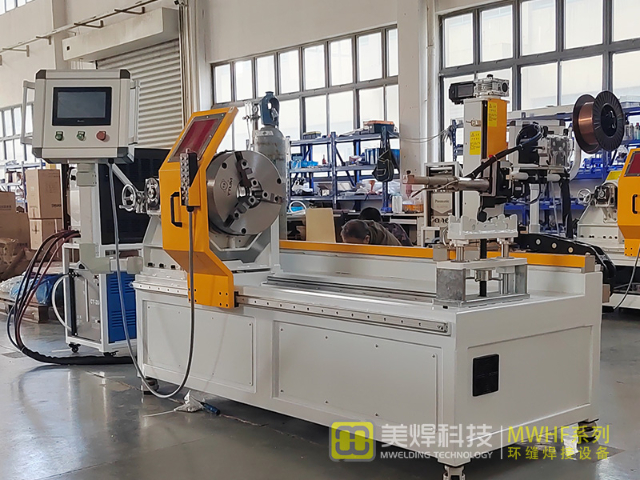
美焊科技的八轴氩弧焊机器人,是一套集成化焊接解决方案,由六轴机器人本体、控制柜、HW500E 程控电源、氩弧焊枪、冷却水箱、热丝电源、送丝机等部件组成,采用整机一体化布局设计,确保设备低重心稳定运行。该系统搭载 TIG + 热丝焊接工艺,配备手持控制屏与磁吸防碰撞装置,焊接姿态切换通过人工示教完成,所有机器人移动均由伺服电机驱动,运行精度与稳定性突出。作为国家高新技术企业,美焊科技的堆焊设备系列与该氩弧焊机器人在工业场景中可形成协同互补,其立式 / 卧式堆焊设备专注于工件表面强化与修复,而八轴氩弧焊机器人则擅长高精度焊缝焊接,二者共同覆盖从零部件强化到精密焊接的全流程工业需求,为石油化工、电力能源等行业提供一站式解决方案。系统整体适配多种金属材质焊接,凭借模块化设计与智能化控制,成为制造业实现自动化焊接的装备。
HW500E 程控电源是八轴氩弧焊机器人的动力部件,由上海美焊自主研发,采用三菱 PLC 控制,具备交直流热丝功能、超级脉冲与水冷设计,属于高性能焊接电源。该电源额定输入电压为三相 380V/50Hz(±25%),额定负载持续率 60%,功率因数 0.94,输入容量达 20kVA/18kW,输出电流范围 5-500A,给定电压范围 8-25V,适配 0.8/1.0/1.2mm 直径的焊丝。其采用 100kHz 超高逆变频率与零延时采样电路,独特的电源能量泄放设计实现熔滴过渡瞬间电流力对熔池的零冲击,输出正负端双远端采样补偿功能,能精确判断熔滴过渡状态,实现精细化控制。与美焊科技 WSM400RHW 焊接电源相比,二者均具备数字化智能控制与高效焊接特性,美焊电源侧重堆焊作业的熔深均匀性,而 HW500E 则专注于弧焊的熔滴过渡稳定性,且自带交直流热丝功能,可将氩弧焊焊接效率提升 1.5-2 倍。电源绝缘等级为 H 级,防护等级 IP23S,配套 9L 容量冷却水箱,冷却水流量 3.5L/min,具备流量报警功能,确保长时间稳定运行。美焊科技八轴氩弧焊机器人采用 TIG + 热丝工艺,整机一体化布局,运行稳定。

美焊科技在八轴氩弧焊机器人的人员培训中,坚持理论与实操相结合的方式,确保受训人员能够完全掌握设备的使用与维护技能。理论培训部分涵盖设备结构原理、电气控制系统、焊接工艺参数设置、日常维护要点及常见故障排查方法,通过专业讲师的讲解与技术资料的发放,让受训人员建立系统的理论认知。实操培训部分则让受训人员亲自操作设备,包括机器人示教、程序编写、焊接参数调整、工件试焊等环节,美焊科技的技术人员在旁全程指导,及时纠正操作错误,解答疑问。这种培训方式与美焊科技堆焊设备的培训模式一致,均注重理论与实践的结合,确保受训人员不仅 “懂原理”,更 “会操作”,能够单独完成生产作业与设备维护,为设备的长期稳定运行提供人力保障。AVC 弧压跟踪功能实时修正轨迹,确保钨极与工件高度一致。西藏异形件氩弧焊机器人源头工厂
R-30iB Plus 控制柜支持 24 轴扩展,实现直线与圆弧插补,性能可靠。西藏异形件氩弧焊机器人源头工厂
八轴氩弧焊机器人的控制中枢为 FANUC R-30iB Plus 控制柜,基于工控机技术的智能运动控制系统,采用全数字伺服模块为机器人 6 个关节的交流伺服电机提供驱动电源,可扩展控制 24 个外部伺服电机轴同步协调工作,实现直线插补与圆弧插补功能。该控制器沿用 FANUC CNC 共通的设计方法与部件,位置、速度、电流控制完全数字化,具备高可靠性与高性能特点。其配备友好简易的编程界面,采用图标式按键,降低操作人员学习门槛,分布式硬件结构与精简指令集软件确保严格的时序与任务执行效率,外部 I/O 点可随意扩展。控制器支持 Ethernet、Devicenet 等多种网络连接,能与国内外主流焊接设备、清枪剪丝装置进行信号与数据交换,这一开放性设计与美焊科技堆焊设备的定制化适配逻辑一致,美焊设备可通过参数调整适配不同工件,而该控制器则通过灵活接口适配多种周边设备。此外,控制器内置带过滤网的自循环通风系统,可在 0℃-45℃环境下正常工作,体积小巧且电能消耗低,能优化焊枪运动轨迹,缩短工作节拍时间。西藏异形件氩弧焊机器人源头工厂
- 天津发那科氩弧焊机器人订制价格 2026-03-21
- 安徽异形管件氩弧焊机器人批发厂家 2026-03-20
- 吉林FANUC氩弧焊机器人供应商 2026-03-20
- 上海氩弧焊机器人供应商 2026-03-20
- 福建异形件氩弧焊机器人哪家好 2026-03-20
- 西藏异形件氩弧焊机器人源头工厂 2026-03-20
- 西藏异形件氩弧焊机器人哪家好 2026-03-19
- 河北发那科氩弧焊机器人订制价格 2026-03-19
- 福建FANUC氩弧焊机器人一般多少钱 2026-03-19
- 云南氩弧焊机器人一般多少钱 2026-03-19
- 异形管件氩弧焊机器人批量定制 2026-03-18
- 湖北异形管件氩弧焊机器人哪家好 2026-03-18