- 品牌
- 美焊
- 型号
- MWLD
- 控制方式
- 自动
- 作用原理
- 逆变
- 电源类型
- 脉冲电源
- 是否数控
- 是
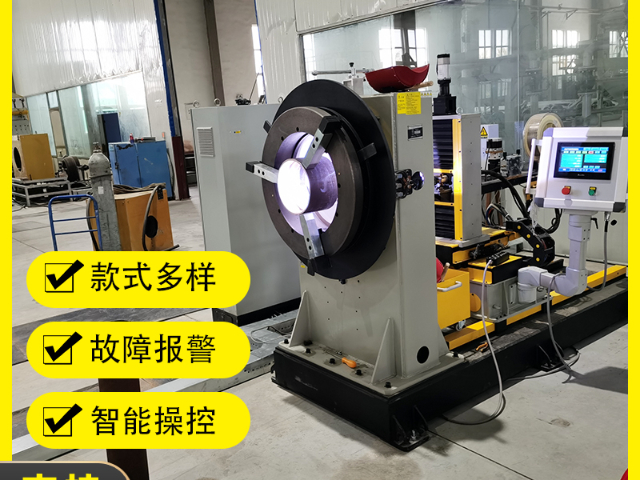
本设备用于热丝TIG惰性气体保护堆焊。其中包括:焊接电流控制,运动自动控制:包括转速自动控制,自动送丝控制,自动摆动控制,弧长自动控制,排道控制,断点记忆控制以及保护气时间控制等等。2主要配套设备2.1WSM400RHW焊接电源2.2MHCJ1512S型定制高精度操作机;2.3MH-Z5T回转平台配置500卡盘2.4焊接中心定位精密十字滑架组;2.5Queen915-H数字化高速送丝机;2.6水、气、电缆连接总成;2.7MWH-A10焊接控制系统2.8ATW80TIG水冷焊枪500A,100%暂载率制冷水箱选用同飞品牌,为焊枪提供稳定水冷散热。西藏球体堆焊机供应商

焊接电流:可分区间设置参数,精细控制电流上升与下降过程,焊接中支持实时微调,保障堆焊层熔深均匀。运动控制:旋转/行走支持恒速、脉动两种模式,脉动时与电流同步;立式设备优化工件旋转稳定性,卧式设备强化焊枪移动与工件旋转的协同精度,所有运动参数可分区间调整。送丝与弧长控制:送丝支持恒速/脉动模式,可精细设定送丝滞后时间;弧长控制分区间跟踪弧压,滞后时间可调,焊枪支持纵向、横向点动控制,保障堆焊过程中弧长稳定。横摆与保护气控制:横摆左右边缘停留时间可单独设置,摆动中心可微调;保护气支持预通气、滞后通气,强氧化性金属堆焊可加装双路保护气,避免焊缝氧化。便捷操作设计:采用直观编程方式,参数以实际计量单位显示,支持控制器面板编程与线控器操作,焊接过程中可通过线控器微调电流、送丝速度等关键参数,降低操作门槛。天津阀门堆焊机厂家排道方式为步进排道,排道速度与宽度可按需设定。

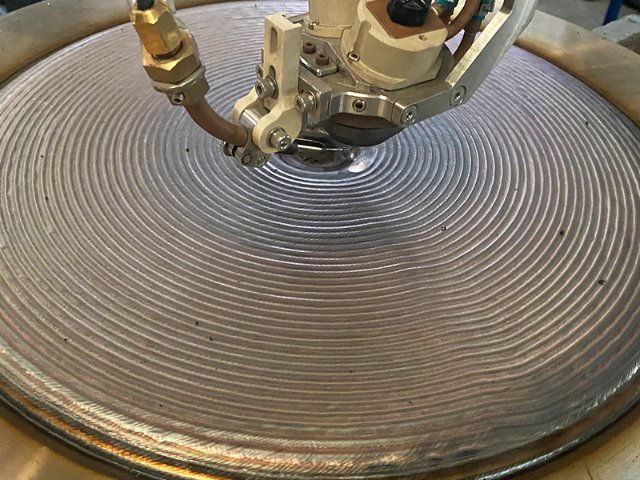
在结合强度方面,设备采用热丝堆焊或埋弧堆焊工艺,通过精细控制焊接温度与熔深,使堆焊层与基材形成冶金结合,结合强度可达350MPa以上,避免使用过程中出现堆焊层脱落现象。材质性能稳定性上,设备支持多种堆焊材料的适配,通过控制送丝速度与焊接电流的匹配度,确保堆焊层材质成分均匀,无气孔、裂纹等缺陷,保障堆焊层的耐磨性、耐腐蚀性等性能达到设计标准。堆焊层厚度与均匀性控制方面,设备搭载高精度传动系统与位置传感器,实时调整工件与焊枪的相对位置,堆焊层厚度公差可控制在±0.2mm以内,满足高精度工件的使用需求。效率与环保适配方面,设备采用自动化堆焊模式,相比人工堆焊效率提升2-3倍,同时减少人工操作带来的质量波动;焊接过程中通过优化电弧参数与保护气体流量,降低焊接烟尘与飞溅产生量,配合外接环保设备可实现达标排放。
同时,快速的焊接速度缩短了生产周期,提高了整体生产效率,让企业在市场竞争中抢占先机。 美焊堆焊设备还拥有出色的稳定性。经过严格的质量检测和长时间的实践验证,其**部件性能可靠,能在恶劣的工业环境下长时间稳定运行,减少设备故障和停机时间,保障生产的连续性。 此外,美焊堆焊设备操作简便,易于上手。人性化的设计使操作人员能够快速掌握操作技巧,降低培训成本和时间。 选择美焊堆焊设备,就是选择高效、精细、稳定的焊接解决方案。它将助力您的企业在工业领域蓬勃发展,开启焊接新篇章。保护气控制系统可实现预通气、滞后通气,支持双路保护配置。

焊接电流控制:◆精确的电流上升及下降过程控制◆所有电流控制参数可分区间设置。◆焊接过程中可实现电流微调。焊接旋转/行走等运动控制:◆旋转/行走方式:恒速/脉动,脉动时与电流同步。◆所有行走参数可分区间设置。◆焊接过程中可实现旋转/行走速度微调。送丝控制:◆送丝方式:恒速/脉动,脉动时与电流同步。◆可选择自动或手动控制送丝。◆可分区间恒速/脉动控制,所有送丝参数可分区间设置。◆可精确控制送丝滞后开始的时间或位置。◆焊接过程中可实现送丝速度微调。弧长控制技术(TIG用,MIG焊时作点动弧长控制)◆可分区间控制跟综弧压。◆精确控制弧长滞后开始的时间。◆焊接过程中可实现弧压或弧长的微调。◆焊枪点动纵向,横向控制;横摆控制◆左右边缘的停留时间可单独设置,方便异种材料间或不同板厚工件的焊接;◆可精确控制横摆滞后开始的时间或位置;4适配堆焊不锈钢、镍基合金等耐腐蚀材质,满足压力容器在高温、高压、腐蚀介质环境下的使用要求。氩弧堆焊机供应商
MH-PC10 控制系统支持 12 个区间参数设置,适配复杂焊接工艺。西藏球体堆焊机供应商
全流程技术支持售前服务:提供设备技术特点、使用性能说明,书面交付调试现场平面布置图、电气要求、安装调试机具及材料清单,协助用户完成前期准备;售中服务:设备交付时同步提供使用手册、电路图、机械安装图;派技术人员现场完成安装、调试与培训,确保用户技术及操作人员可熟练操作并进行常规故障排查;售后服务:整机(供方提供部分)保修12个月,接到服务通知后4小时内响应,提供不定期巡回上门服务;终生提供维修服务与备品备件供应。西藏球体堆焊机供应商
- 福建过孔堆焊机生产厂家 2026-03-18
- 西藏球体堆焊机供应商 2026-03-18
- 新疆热丝堆焊机厂家 2026-03-18
- 内蒙古耐磨堆焊机厂家 2026-03-18
- 山东管道堆焊机厂家报价 2026-03-18
- 甘肃管道堆焊机哪家好 2026-03-18
- 贵州耐磨堆焊机源头工厂 2026-03-18
- 重庆球体堆焊机一般多少钱 2026-03-18
- 北京tig堆焊机生产厂家 2026-03-17
- 宁夏tig堆焊机生产厂家 2026-03-17
- 辽宁海洋工程堆焊机源头工厂 2026-03-17
- 河北海洋工程堆焊机 2026-03-17