智能柔性打磨柔性打磨应用于批量性中小工件去毛刺、去飞边、倒棱角、除锈、去氧化皮、电镀前处理、及去除加工刀纹、工件表面光亮抛光,镜面抛光等。特别适合一些形状复杂、微型精密零件、异型易变形薄臂、窄缝、薄片工的件抛光难题。智能柔性打磨柔性打磨对大优点是,在打磨抛光过程中柔性控制打磨力的大小,抛光后不改变工件尺寸精度,外观及手感显著提高,是一些手工抛光、或进口抛光设备无法达到的抛光效果。目前已经应用于中小型零件批量生产加工,完全取代了落后的传统抛光工艺,抛光效率、效益提高。智能柔性打磨柔性打磨已泛用于机械制造、电子零部件、仪表仪器、轻工、钟表零件、航天、纺织器材专件、汽车零部件、轴承行业、医疗器械、精密件、粉末冶金、五金冲压、工艺品、工具等多种行业领域。对于中小型精密工件去毛刺、去飞边、倒角、除锈、去氧化皮、去除加工纹痕、抛光、精抛光、镜面抛光等性能显著提高,大儒科技(苏州)有限公司为您提供柔性打磨 ,有想法可以来我司咨询!杭州柔性打磨技术指导
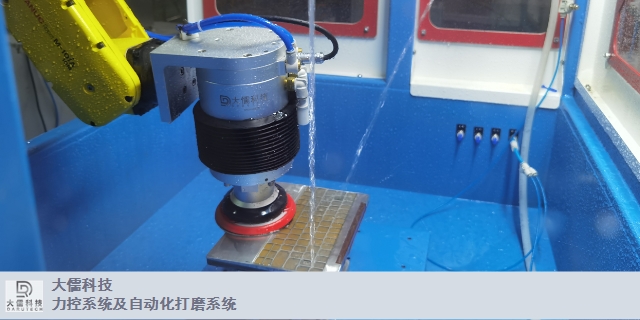
在研磨加工中企业为了快速投产,通常用机器人来实现打磨作业,机器人打磨采用了DFC柔性打磨系统,以及打磨工具、自动换砂纸设备。可以替代人工和去毛刺的机床设备,用于对铸件、钣金件、洁具、电脑笔记本、手机等壳体的打磨、去毛刺自动化加工。加装D柔性打磨的机器人研磨自动化系统从加工零件和产品的表面快速有效地去除多余的材料。无论在什么行业,批量生产中有打磨工序,就不能没有自动化设备,而打磨工艺作业的非标准性及对打磨动作的灵活要求,成为通用打磨机的技术障碍。将打磨机、柔性打磨系统DFC和机器人结合成为单个机器人打磨系统或完整的机器人打磨设备,辅以传输线和相应的夹具技术研发成完整的打磨工序自动化生产线,可高效完成非标准件的自动化柔性打磨作业工艺。对不同材质的零件进行精密打磨本身就是一门科学。江苏柔性打磨系统柔性打磨 ,就选大儒科技(苏州)有限公司,用户的信赖之选,欢迎您的来电!

两侧及后部设有可移动的透明有机玻璃板(1-2),框架(1-1)前部的两立柱上安装有光栅(1-3),工作台(1)下部的框架(1-1)四周设有侧板(1-5),且工作台(1)下部的空腔用于安装控制箱及电气元器件,侧板(1-5)上设有散热器(1-6),工作台(1)前部设有内凹的前储物仓(1-4)和操作面板。3.根据权利要求1所述的一种基于六轴机器人的注塑件飞边自动打磨设备,其特征在于:所述的固定夹座(5-2)设有用于安装气磨(5-3)或电磨的安装孔,且固定夹座(5-2)的一侧设有与安装孔相通的槽口,固定夹座(5-2)设有贯穿槽口的连接孔,固定夹座(5-2)的安装孔内设有防止气磨(5-3)或电磨旋转的凹槽,气磨。
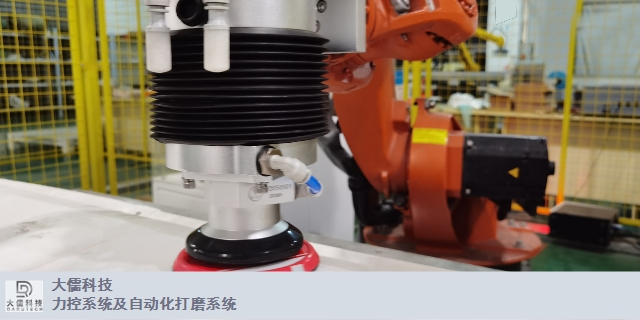
非接触性作业如喷涂和弧焊,这类机器人对轨迹位置控制精度的要求不高,但对于接触式作业,比如装配、打磨,如果还是按照传统的位置控制的话,就会出现偏差,导致容易导致过磨削或欠磨削。由此,我们不得不提到柔顺控制,柔顺控制也分为主动型和被动型,铸件去毛刺常用被动型柔顺控制。在机器人末端会添加一个柔顺机构,当末端执行器与工件发生接触时,末端柔顺执行器能够调整机器的运动轨迹,从而实现力控。如常用的弹簧(橡皮)浮动和气浮动柔性打磨头,当接触力过大时,打磨头会远离工件的方向进行偏移运动,当接触力过小时,打磨头会靠近工件方向运动,从而实现衡力打磨。大儒科技(苏州)有限公司致力于提供柔性打磨 ,有需求可以来电咨询!

金属加工工序中,激光焊接后的焊缝,因为金属的形变、焊缝的高差及治具定位公差等原因,使的焊缝打磨变得难以实现自动化打磨。常见的焊缝打磨包括:平面焊缝余高打磨、曲面焊缝余高打磨、不规则焊缝打磨、焊缝打磨后表面抛光等。对于前两种焊缝余高量的去除,通常集成激光测距仪实时反馈、调整打磨工具高度与打磨位置,也能实现柔性打磨加工作业。但对于不规则焊缝打磨和焊缝打磨后的表面抛光,还需要准确识别焊缝、准确定位和测量,对焊缝进行智能柔性的打磨抛光,使用大儒科技的DFC智能柔性打磨柔性打磨通过其柔性力控制,提高一次性打磨效果,确保产品打磨的一致性,实现批量快速的打磨生产。柔性打磨 ,就选大儒科技(苏州)有限公司,有需求可以来电咨询!通用柔性打磨方案
大儒科技(苏州)有限公司是一家专业提供柔性打磨 的公司。杭州柔性打磨技术指导
非接触性作业如喷涂和弧焊,这类机器人对轨迹位置控制精度的要求不高,但对于接触式作业,比如装配、打磨,如果还是按照传统的位置控制的话,就会出现偏差,导致容易导致过磨削或欠磨削。由此,我们不得不提到柔顺控制,柔顺控制也分为主动型和被动型,铸件去毛刺常用被动型柔顺控制。在机器人末端会添加一个柔顺机构,当末端执行器与工件发生接触时,末端柔顺执行器能够调整机器的运动轨迹,从而实现力控。如常用的弹簧(橡皮)浮动和气浮动柔性打磨头,当接触力过大时,打磨头会远离工件的方向进行偏移运动,当接触力过小时,打磨头会靠近工件方向运动,从而实现衡力打磨。而闭环控制器+浮动顺随补偿器和伺服电主轴的出现又将这种柔顺控制升级了,更好的实现了轨迹位置补偿和加工速度控制。杭州柔性打磨技术指导