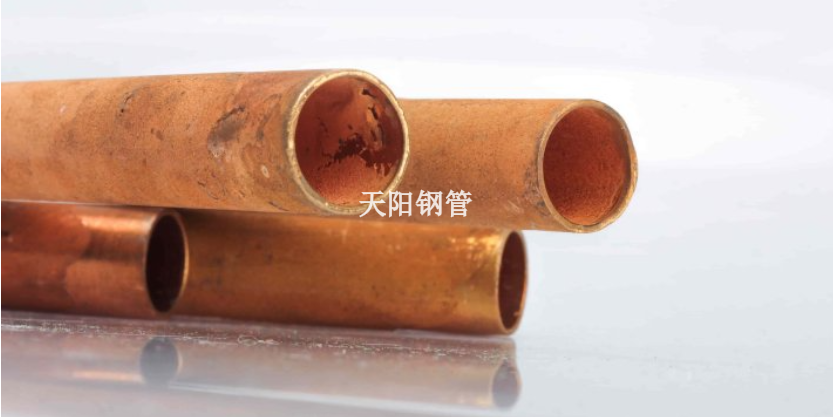
1.结合强度不够由于机械复合的两种金属间无冶金结合面,结合强度较低,一般为0.2-0.3MPa。结合强度不够容易导致内管的剥离脱落。2.端部坡口密封不好机械复合管的端部坡口处理是非常关键的一个环节,如果端部密封不好,不仅会导致内管与外管的剥离,更会影响现场的对接焊接。**常用的端部处理方式是封焊和堆焊。封焊技术耗材较少,相对较为廉价,尽管已经有多年的经验积累,较为成熟,但其稳定性相对较差,现场对口焊接要求较高,受焊工焊接水平影响较大。堆焊处理耗材较多,造价较高,但其稳定性较好,综合安全性较紫铜冶金复合换热管,外层使用耐压金属管道,内层使用T2紫铜管。甘肃双金属冶金复合钢管防水

双金属复合钢管的冶金复合:双金属复合钢管的冶金复合是用复合、堆焊、双熔体工艺复合而成。其特征是两复合界面是冶金熔合在一起。特征:复合界面带宽、熔合两种金属;复合牢固;导热、导音、导电没有界;冷热缩胀一致。这工艺复合的双金属管,英国早在1967年开始试验,成功地开发了T310不锈钢外层和125号钢为内层得双金属管等。满足电力和纸浆工业所需的高温强度,耐腐蚀性能。全世界的锅炉制造商对双金属管作为先进装置的过热材料感兴趣(这种装置80~89kg/mm的高压和593~650°C的高温运行)。1976年开始在发电锅炉中安装这种双金属管,解决了锅炉管外部炉边腐蚀问题,其耐腐蚀能力可提高2~4倍。甘肃双金属冶金复合钢管防水具有优异的整体机械性能。
冶金复合的主流生产工艺有热挤压复合、热轧复合、离心铸造复合、焊接复合、粉末冶金复合、堆焊复合等工艺。其机理可分为熔融结合与扩散结合两类:Ø熔融结合即内、外管材料的熔融金属在液相混合凝固而形成冶金结合。Ø扩散结合即在较高的温度下,使内、外材料产生较大的塑性变形,金属越过结合界面进行扩散而形成冶金结合。复合管的界面形成冶金结合后,具有良好的工艺性能,可以任意变形加工,如现场切割,开孔,焊接、弯曲和加工管件等等。因此我们认为随着社会需求越来越大,冶金结合式复合管会以优良的综合性能将被***使用,将成为未来金属复合管研究和制造的主流。
金属基体常用的有铝、镁、铜、钛及其合金。非金属基体主要有合成树脂、橡胶、陶瓷、石墨、碳等。另外,有时还需要加入增强材料以满足要求。增强材料主要有玻璃纤维、碳纤维、硼纤维、芳纶纤维、碳化硅纤维、石棉纤维、金属丝等。空街落叶双金属复合管的冶金复合是用复合、堆焊、双熔液工艺复合而成,其两复合界面是冶金熔合在一起,特征:复合界面带宽、熔合两种金属;复合牢固;导热、导音、导电没有界;冷热缩胀一致。这是冶金复合的双金属复合管。冶金复合管按两复合界面复合类型分:冶金复合、扩散复合、机械复合。现已用于电力、煤炭、城乡建设、船舶、石油化工、机械、核工业、等行业。上海天阳的压熔锚合双金属冶金复合技术更使其中的佼佼者。

双金属复合管概况——机械复合管应用在集输管线中的问题。3.热塌陷问题机械复合管由于其结合强度较低的原因,在温度较高(200℃左右)的条件下极易出现塌陷问题,导致内管剥离。在一些工程上,当对机械式复合管进行3PE外防腐处理时,由于加热温度较高致使部分复合管出现了热塌陷问题,给工程带来较大损失。4.泄压塌陷问题基管和衬管贴合面存在空隙。高压油气通过腐蚀穿孔点进入空隙中,当管线抢修泄压时,内衬层塌陷。这些给人身安全造成了极大的隐患可用于腐蚀性油气田油井管及集输管线。安徽新型材料双金属冶金复合钢管
内覆管材质:T2紫铜管。甘肃双金属冶金复合钢管防水
国内外常见冶金复合钢管技术分析离心浇筑复合技术:适合无缝冶金复合管,起订量较大,成本较高其基本原理是外层金属和内层金属均为液态,在浇筑外层金属后,间隔一定时间再讲内层金属注入旋转的型腔,这种坯料经过后续热轧、挤压(或冷加工)等变形后制作成所需要的双金属复合管道。离心浇铸具有冶金熔合层的双金属复合管坯,其制造方法的独特之处在于结合了离心浇铸和材料冶金复合的特性,充分体现二者的优点。其金属组织致密,在很高的重力倍数下,液态金属受到很大的离心力作用,加强了补缩强度,增加了复合管坯的致密度。甘肃双金属冶金复合钢管防水