- 品牌
- 余盈
- 型号
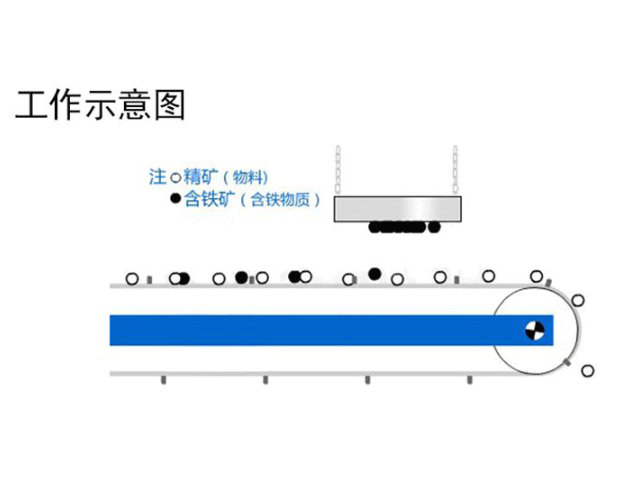
- 悬挂除铁器
- 类型
- 自卸式、悬挂式
- 物料运行轨迹
- 直线
- 筛网材料
- 铁
- 适用对象
- 灰沙子/泥土,塑料
- 产品类型
- 全新
- 用途
- 工业用
- 加工定制
- 是
- 产地
- 上海
- 厂家
- 余盈工业技术(上海)有限公司
发展方向:运输皮带越来越宽(已达到2400 mm),带速越来越高(已达到5.7 m/s),料层越来越厚(已达到500 mm),处理量越来越大(已达到7200 t/h),除杂要求越来越高(除净率要求达到98%以上)。因而,对除铁器提出了更高的要求。未来除铁器的研究发展方向主要有以下几个方面:精细除铁,由于原料在加工过程中难免混入一些细小铁件,有时还混有少量铁钛质矿物,要除去这部分较细的铁杂质就必须提高除铁器的除铁能力,向精细方向发展。高磁场、高梯度,应用更好的材料,使除铁器磁场强度达到较佳,梯度越来越大。除铁器的效果与水质特点及处理量有关,需灵活调整。江苏吊链除铁器批发
除铁器的应用场景,由于除铁器具有去除杂质和铁屑的功能,因此普遍应用于各行各业,如下列几个方面:1. 冶金行业:在冶金生产中,除铁器可用于去除铁屑、铁片和沙石等杂质,避免对后续的工艺造成不良影响。2. 机械行业:机械行业中,除铁器通常用于去除机床加工中产生的切削铁屑,以保证机床的正常运行。3. 化工行业:在化工行业中,除铁器常用于去除流体中的铁屑以及其他杂质,以防止污染设备以及对生产造成影响。除铁器在其他领域中也有普遍的应用,如食品行业、纺织行业、医疗行业等。无锡铁屑除铁器制造除铁器的使用可以减少因金属杂质导致的设备磨损和能耗增加。

除铁器的发展方向。目前,随着科技的发展,运输皮带越来越宽(已达2400 mm)、带速也越来越高(巳达5.7 m/s)、料层也越来越厚(已达500 mm)、处理量也越来越大(已达7 200 t/h)、除杂要求也越来越高(除净率要求达98%以上),因而对除铁器提出了更高的要求。因此,未来除铁器的研究发展方向主要有以下几个方面,精细除铁。由于原料在加工过程中难免混人一些细小铁件和设备磨损产生的细铁粉,有时还混有少量铁钛质矿物,而工业上对除杂要求却越来越高,要除去这部分较细的铁杂质就必须提高除铁器的除铁能力向精细方向发展。
节能方面 电磁除铁器是靠通电产生电流产生磁场,在某些行业有不可替代的优势(如陶瓷厂),因此,节能降耗是电磁除铁器的发展趋势。 控制自动化 除铁器的控制系统常采用PLC控制,可提高可靠性、减少维护量,方便地与其他自动控制系统联网。 开发大功率除铁器 研制新型电磁除铁器电源 电源好坏是决定除铁器性能的因素之一。好的电源具有功率因数高、易于控制、成本低、节能和易于与其他智能设备连接等优点。安装应用:磁铁与输送机之间的距离应该尽可能小,因为距离越小,磁力越大。 安装方式与除铁器的外形尺寸,传送带的尺寸、速度以及除铁器的安装位置有关。注意除铁器运行时的电耗和维护耗材成本。

除铁器可以吸附哪些金属?食品工厂中,较常用的不锈钢是否能够使用磁棒进行吸附?不锈钢属于奥氏体不锈钢,奥氏体不锈钢本身是无磁或弱磁性,316比304的磁性更弱,但是由于冶炼时成分偏析或热处理不当,会造成奥氏体304不锈钢中少量马氏体(通常来制作刀具等)或铁素体组织;同时不锈钢因为高温、摩擦、剪切等产生的不锈钢粒子会因物理压力而产生特定的微观结构(α-马氏体),这样,不锈钢中通常会带有弱磁性,可以被磁棒吸附。由于不锈钢是弱磁性,通常建议使用磁棒的强度为12000高斯及以上。一些除铁器配备自诊断功能,可及时发现和报告设备故障。无锡铁屑除铁器制造
除铁器要定期清洗滤芯和管道,预防污垢积累。江苏吊链除铁器批发
除铁器选型指南,应根据杂换除净率要求、物料含铁情况、现场工作环境等正确选用除铁器。料层较厚、物料粒度较大时,宜选用较强磁除铁器;或大一级或大二级超型号选用普通除铁器;也可多级除铁;多级除铁应尽可能选用铁器安装在皮带机头部使用。对杂铁除净率要求较高时,也可采用不同工作方式的除铁设备配合使用,如皮带机头部采用永磁滚筒皮带机中部选用带式除铁器,现场环境粉尘较严重时,应选用全封闭结构的除铁器。电力容量不足时,应选用永磁除铁器。江苏吊链除铁器批发