- 品牌
- 精准精密机械
- 型号
- 齐全
- 基材
- PVC,BOPP,纤维布,金属箔,聚酯,聚酰亚胺,美纹纸,牛皮纸,泡棉
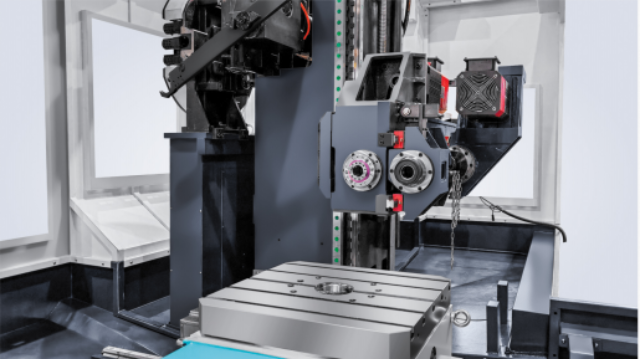
深孔加工的中心痛点的在于排屑与冷却效率,五轴深孔钻通过结构优化与工艺升级,针对性破译这类难题。设备通常搭载喷吸钻技术,双钻管设计自带封油结构,无需导向套贴合工件即可实现密封,对工件表面状态要求宽松,适配更多加工场景。切削过程中,冷却介质通过刀具内冷通道直达切削区,配合螺旋槽导屑结构,将切屑快速带出加工区域,避免切屑滞留引发的二次切削,减少孔壁划伤与刀具磨损。同时,五轴深孔钻的导轨布局多采用双导轨设计,搭配高刚性滚柱导轨,提升导向精度与低速运动平稳性,即使在高速切削状态下,也能保持运动顺畅,减少振动对加工质量的影响。这种结构设计让设备在处理深径比大的孔加工时,依然能维持孔壁粗糙度与尺寸一致性,适用于航空航天零部件等对加工质量要求严苛的领域。装备制造行业对五轴深孔钻需求稳定。北京高精度五轴深孔钻供应商

在模具顶针眼加工中,顶针眼的精度直接影响模具顶出机构的运行顺畅性与产品成型质量。五轴深孔钻可实现顶针眼的高精度加工,确保顶针眼与顶针的精细适配,避免顶针卡顿或偏移导致的产品变形。设备通过一次装夹完成多个顶针眼加工,保证孔系位置一致性,提升顶出机构受力均匀性。同时,五轴深孔钻的加工精度可控制顶针眼的尺寸公差,避免因孔径偏差导致的顶针松动或过盈配合,延长模具使用寿命。这种加工能力让五轴深孔钻在模具顶针眼加工中占据重要地位,提升模具整体性能。北京高精度五轴深孔钻供应商五轴深孔钻配备先进数控系统辅助加工操作。

五轴深孔钻的主轴性能直接决定加工质量与效率,设备主轴多采用电主轴与液体静压轴承组合结构,提升转速范围与稳定性。电主轴具备响应速度快、振动小等优势,可实现高速切削,提升加工效率;液体静压轴承则能减少主轴磨损,提升主轴刚性与旋转精度,将主轴径向跳动控制在极低水平。主轴单元配备单独的冷却与润滑系统,控制主轴温度变化,避免主轴热变形影响加工精度。同时,主轴可实现无级调速,适配不同材料、不同孔径的加工需求,无论是高速切削轻质材料,还是低速切削硬质材料,都能保持稳定性能,为多样化加工提供支撑。
在汽车模具制造中,保险杠模具、仪表盘模具等大型模具需加工大量冷却孔与顶针眼,这些孔位分布复杂、深径比大,对加工效率与精度要求较高。五轴深孔钻通过一次装夹完成多方位孔加工,减少模具装夹调整时间,缩短加工周期。设备的大行程设计可适配大型模具的加工需求,工作台承载能力强,可稳定支撑大型模具工件。数控系统可导入模具三维模型,自动生成加工路径,精确控制各孔位坐标,确保冷却孔分布均匀,提升模具冷却效果,缩短产品成型周期。同时,五轴深孔钻的加工精度可保证顶针眼与顶针的适配性,避免模具成型过程中出现顶针卡顿问题。五轴深孔钻搭配主用装置优化排屑效果。

在电子设备零部件制造中,部分精密壳体、连接器需加工微小深孔,用于信号传输或散热。这类深孔孔径小、深径比大,加工精度要求高,五轴深孔钻通过精细控制与微小刀具适配,可实现这类微小深孔的稳定加工。设备的主轴径向跳动控制在极小范围,配合高精度微小刀具,避免钻孔过程中出现刀具弯曲或断裂。数控系统具备微进给控制功能,可实现精细的进给量调节,减少微小孔加工中的孔径偏差。同时,五轴深孔钻的冷却系统采用油雾润滑技术,相较于传统乳化液冷却,可降低冷却介质消耗,同时提升切屑携带效率,避免微小切屑堵塞孔道。这种加工能力让五轴深孔钻在电子精密零部件制造中占据重要地位,助力微型化、高精度电子设备的研发与生产。五轴深孔钻可通过调整参数适配不同加工场景。浙江多功能五轴深孔钻机床
五轴深孔钻能应对不同角度的深孔加工需求。北京高精度五轴深孔钻供应商
五轴深孔钻的冷却介质选择与输送系统设计,直接影响加工效率与质量。根据加工材料与场景不同,设备可适配乳化液、切削油、油雾等多种冷却介质。乳化液冷却适用于普通钢材加工,冷却效果好;切削油适用于高密度材料加工,润滑性能优异;油雾润滑则适用于微小深孔与复合材料加工,可减少冷却介质消耗。冷却介质输送系统通过精细控制流量与压力,将冷却介质直达切削区,确保冷却与润滑效果。部分机型配备冷却介质过滤系统,可循环利用冷却介质,降低消耗,同时避免杂质影响加工质量。北京高精度五轴深孔钻供应商

- 天津数控五轴深孔钻技术规格 2026-03-11
- 广西智能五轴深孔钻机床 2026-03-11
- 上海小型五轴深孔钻多少钱一台 2026-03-11
- 江苏高速五轴深孔钻供应商 2026-03-11
- 江苏智能五轴深孔钻 2026-03-11
- 内蒙古金属加工五轴深孔钻报价 2026-03-11
- 山西高精密五轴深孔钻技术规格 2026-03-11
- 大型五轴深孔钻多少钱一台 2026-03-11



